

最近の記事でおわかりのように、今ボール盤を使ったフライス加工がマイブームです。今回はボール盤をフライス盤のように使うためのℤ軸の精密移動機構とデジタルスケールを追加する改造を紹介します。
【追記】
商品リンクが古くなっていたのを最新に修正しました(2025.10.11)
警告:改造はメーカーの保証から外れ、目的外使用は事故の恐れ有り
製品(ボール盤)の改造をするとメーカーの保証を受けられなくなります。またボール盤を本来の用途でないフライス加工に使うことは、事故・怪我の危険があります。この記事参考にトライされる方はもちろん自己責任ですが、特に安全に十分注意してください。
始めに
所有ボール盤はSK11 SDP-300W

購入したSK11卓上ボール盤 SDP-300W
電動ドリルで正確に垂直な穴を開けるのは難しい。それでドリルスタンドが欲しくなるのですが、そういう場合にプロが使う専用機械がボール盤です。DIY向きにも「電動ハンドドリル+ドリルスタンド+アルファ」の値段で売られています。
数年前、私が一万円弱で買ったボール盤は藤原産業販売、SK11ブランドの卓上ボール盤 SDP-300W(写真右)です。
小型ですがワークテーブルや速度変更機構がある本格的なものです。精度もまずまずでDIY用としてコストパーフォーマンスが非常に良いです。
上級機種のようにワークテーブルをハンドルで上下動できませんが、価格を考えれば望み過ぎでしょう。
ネット上ではこの機種の構造の強化、フライス加工、旋盤加工への応用などの例が散見されます。
Z軸調整の改造検討
今回は、フライス加工に使う時の課題であるZ軸の改善について検討します。
目標
- ボール盤としてもそまま使え、面倒な切替えが不要
- Z軸(垂直)の微調整がしやすい
- Z軸(垂直)移動量がわかりやすい
フライス加工のZ軸微調整機構をどう実現するか
ネットで検索すると3つの方法がありました。
- 上下可動(クイール)部を上から押す
この機種では回転するシャフトしか上部に露出していないため、実現しにくい。 - 送りハンドルを引く
人が手で引く代わりに微調機構を設ける方法です。送りハンドルを引くのは移動できる量が限られる。またボール盤として使用時に邪魔になる。 - デプスリミッターの機構を利用する
3.の深さ調整機構デプスリミッター(下写真)を利用するのが簡単に実現できそうです。

デプスリミッターと目盛り
デプスリミッター
ボール盤は送りハンドルを手操作しクイール(ドリルチャックがついている筒)を降下して穴を開けます。デプスリミッターの穴開け深さ調整は、本体ツバの上側にあるナットで規制して実現しています。目盛りは60mmまでありますが、実際の能力はクイールが最大出て55mmまででした。
ネットで見られるデプスリミッター改造のZ軸調整方法は難あり
ネットで紹介されていたリミッターをそのまま使う方法は、手で送りハンドルを持っていなくてもよいように送りハンドルを戻すバネを取り去り、代わりに送りハンドルに重石をぶら下げるというものです。しかし戻しバネを取ってしまうと、ボール盤として使用時は不便です。
もう一つの方法として、深さ調整機構を外し、ツバの外周にクイールに取り付けたボルトを突き当てる方法です。比較的大きいダイアルが使え、ダイアルが握れるので操作しやすい利点があります。ただし、当然ボール盤時のデプスリミッターは使えなくなります。
私が思いついた方法
以下、このような問題を解決する私が思いついた方法を説明します。
①ツバの下側にナットを入れる
デプスリミッターにおいて本体ツバの下側にナットを入れれば上側リミットを調整できます。この上側リミットの調整でクイールを上下すればZ軸の移動になります。
実現は簡単ですが、ナットにダイアルを付けるにしてもチャックとの距離がありません。このためダイアルの直径が小さくなるので力が入らず、操作しにくいと思われます
②ボルトを回転して動かす
従来のデプスリミッターはネジ棒が固定でしたが、ボルトの頭(ネジの下端)にダイアルを付けて回転する方法を考えました。下側に入れたナットでまず粗調を行いダブルナットで固定したあと、ネジ棒(ボルト)を回転すると、ブラケットにネジが切ってあるので上下して微調整することができます。
上記①と②により目的のZ軸調整が実現します。前回の記事で紹介しているように、実際にブラケットの制作にこの方法を試してみたところ思惑通り加工できることを検証できました。
Z軸移動機構の具体化
デプスシャフト(ネジ棒)の変更
従来のM10のボルトからM6の長いボルトに変更します。
M6のネジはピッチが1mmなので、一回転の移動量が1mmになりわかりやすいのです。それと6φだと芯を少し外側にずらせるので、ダイアルのためのスペースが稼げます。必要な長さについては後述しますが、入手できる最大長さの150mmの物をモノタロウで購入しました。
- M6ボルト 150mm
長さが必要 現行80mm➡150mm (詳細は後述)

- M6ワッシャ―2個
本体ツバの孔はM10ボルト用でM6ボルトには大きいのでワッシャーで対策します - M6ナット 2個
フライス加工のための下側ロック用ナットは通常のM6ナットを使います。(上側ナットは後述)

クイール降下時の固さの対策
前の記事の操作中、ダイアルでクイールを降下させるとき固さを感じました。バネの反発力と、ダブルナットとツバの間の摩擦が固さの原因です。下記2点の対策をします。
①大きな調整ダイアルノブ
力が入る大きなダイアルノブを、下記条件で探しました。
- ボルトに付けるタイプ
- ダイアル直径35mm以下で大きいもの
干渉しない範囲でできるだけ大きいいダイアルを選ぶ - ファイブスター型(五角ノブ)
突起間が1/5回転=0.2mmになりわかりやすい
下記写真の丁度良い物が見つかりました。鍋屋バイテックのスーパーノブM6用で外径34mmです。アマゾンやモノタロウで売っています。

鍋屋バイテック(NBK) スーパーノブ SK-34-WH
②ベアリングを追加
大きなダイアルノブだけでも十分実用範囲内ですが、今回更に改善を考えました。ダブルナットとツバの間の摩擦の対策として、「スラスト球軸受け」というタイプのベアリングを使って摩擦を軽減します。ミネベア製に下写真の丁度良いものがあり、モノタロウで買いました。

ミネベアDDT-1260 内径6mm 厚さ4.5mm 開放型
一体ではなく3枚分離の開放型ですが、今回の使用目的では問題ありません。
アマゾン等では中国製で安いものもあり、内径6mmなら同じように使えると思います。
ボール盤としてのデプスリミッター(孔深さ制限)機能
ボルトの長さが十分あればツバの上に突き出した部分でボール盤のデプスリミッター機能は従来のまま使えます。また、上側ダブルナットをロックした状態でダイアルノブを回せば微調整もできます。
更なる改善として、デプスリミッター側(上側)のナット2個を下のローレットナットに交換します。

ローレットナット SH-NFT20-M6の表裏
これを使うとスパナ無しで手で回せるので便利になります。上側ナットの締め付けは手で締め付けるだけで十分です。
クイールブラケットの変更
樹脂ブラケットのたわみ改善-アルミ化
現状はクイールブラケット(ホルダー部)が樹脂製なのでたわむという問題があります。これはアルミで作り直して解決します。今の樹脂製と同じ10mm厚のアルミ板を使えばぐっと改善されるでしょう。
フライス加工用のナットを入れるスペース
現状はクイールが上に戻った状態では、ツバの下側にナットを入れるスペースがありません。ダブルナット等を入れるため後10mmぐらいは必要です。このためブラケットの形状を工夫します。
アルミブラケットの作成
下のように手作りしました。

製作したアルミブラケット
ナット等が入るようM6ネジ部を下げたブラケット形状にしています。2ブロックに分けて削りネジで固定していますが、具体的な製作については下記記事を参照ください。


Z軸スケールの改善
従来のアナログ式目盛りは使いづらいので、デジタル直読式に改善します。デジタル式は加工のスタートポイントで目盛りをゼロにリセットきるのが非常に便利だと思います。
最初、安価に売られているデジタルノギスの利用を考えましたが、取り付けると表示文字が横になり見にくいし、取り付け加工もやりづらそうです。
デジタルハイトゲージを利用

アマゾンで右の ミニデジタルハイトゲージ(Wixey WR25 Mini Digital Height Gauge)を見つけました。
これなら文字が横向きにならず、精度も最小単位が0.05mmとまずまずです。
アナログノギスのように可動片に140mm目盛りが刻まれていますが、実際の可動範囲(最大測定長さ)は80mmです。これは今回必要な55mmを満たします。
このハイトゲージを見やすい正面に取付けます。そのため、クイールブラケットの形状を考慮しておきました。
改造1ー Z軸調整機構
構想が具体化し、材料も揃ったのでボール盤の改造にかかります。
現行デプスリミッターの取り外し
現行の使わないデプスリミッターとブラケットを外します。

取り外したデプスリミッターの部品
クイールブラケットの取付
先の記事で作ったアルミクイールブラケットを取り付けます。
円弧部のサイズがやや大きかったのでテープを巻いてみたが滑ってうまくいかず、そのまま思い切って締め付けたらギリギリ固定できました。
Z軸調整部の組み立て
- ボルトにダイアルノブを取付
- ブラケットのネジ穴に50mm程度ねじ込む
- 送りハンドルでクイールを押し下げ、ボルト2個、ベアリング、ワッシャーの順に入れ、ネジをさらに本体ツバの上に出す。
ベアリングの球を入れたところ(左)とツバにボルトを通した様子(右)写真でボルトの通る位置が外に偏心しているのは、大きなダイアルを使うためであり、計算通り。
- 本体ツバの上にワッシャーとローレットナット2個を入れる
各部品の取り付け状態は下のようになります。

ツバの上下に部品を入れたZ軸調整機構の心臓部
ダイアルノブとドリルのチャックの距離は下写真のように少し隙間があり、これも計算通りです。
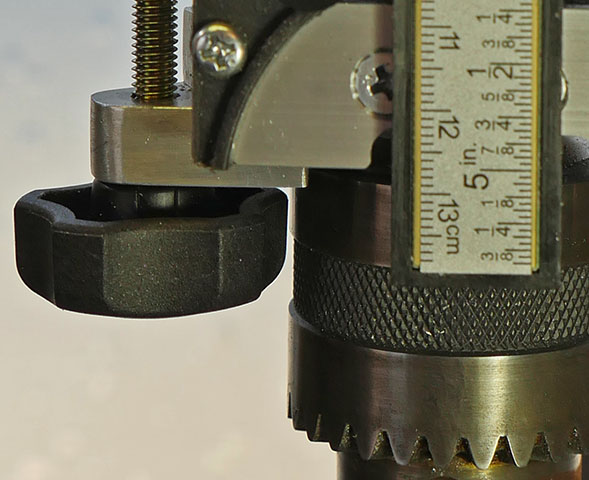
ダイアルノブとチャックの隙間
改造2-ハイトゲージ
ハイトゲージの取付法
本体をクイールに、可動片をボール盤に固定
逆は可動片(目盛りがついた定規)がボール盤上部のボックスに当たるので、これしかありません。この取り付け法だと、クイールが下がると+方向に数字が増えます。
ハイトゲージの加工
ボール盤に取り付けるため、下記の加工をしました。
- 本体
脚の切断、裏の桟の削り取り、取り付け孔をあける - 可動部の針
先の切断と溝加工
.jpg)
.jpg)
加工したハイトゲージの表側(左)と裏側(右)
取付補助金具2点の製作
アルミ板を介しクイールに取り付け
ハイトゲージ本体をクイールに取る付けるのための金具を、3mm厚のアルミ板で下の写真のように作りました。
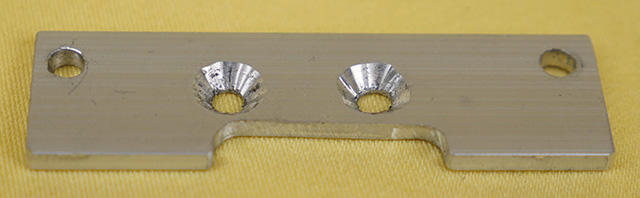
ハイトゲージ取り付け金具
可動片は針を固定する
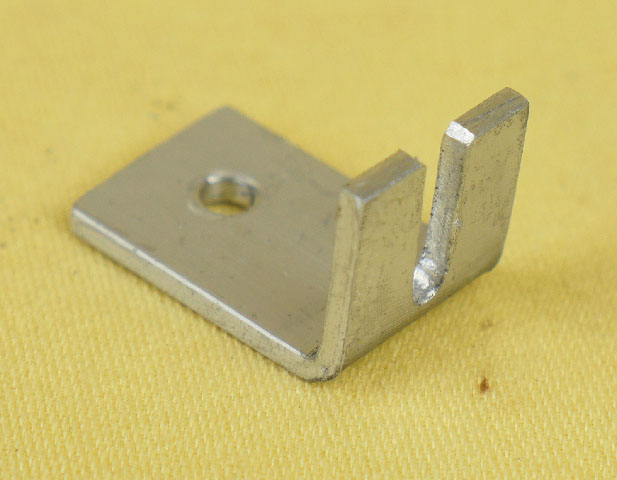
針を固定するL字金具
2mmのアルミ板で右のでL字型固定金具を作りました。
ボール盤にビス止めし、針の溝部分を挟んで固定します。
ハイトゲージの組みつけ
ボール盤に金具を取り付け
下の写真のように2つの金具を取り付けます。
- ブラケットにネジを切り、取り付け金具をネジ止めします。
- ドリル本体にM3のネジを切り、可動部を固定するL字金具をネジ止めします。
![]()
![]()
ハイトゲージを取り付け

ハイトゲージを取り付けた様子
上の右写真の状態にハイトゲージを取り付けます。
針を差しこみながら全体を所定の位置に設置し、下部の2本のビス、ナットで固定します。
右の写真のように設置できました。
Z軸調整の操作に邪魔にならないよう、やや右に寄せて配置していますが、中央でも良かったですね。
完成ー設定と使用法
完成の姿
いよいよ完成した姿が下の写真です。
完成の全体像。ブラケットから下のネジ長さが40mmになるよう設定している
M6ナットのロック設定位置
今回容易に入手できる最大の長さである150mmのM6ボルトを使っています。
この場合、ツバ下のM6ナットは、ブラケットからダイアルつまみまでのネジの長さが40mmになるようにダブルナットでロックします。この時本体ツバの上部には65mm出ます。
上記写真がその状態ですが、こうすることにより
- フライス加工時 降下移動量:0~40mm
- ボール盤時 リミッター設定範囲:0~55mm(ボール盤の能力一杯まで確保)
となります。
フライス加工時に40mm以上下げたいときは一時的にダブルナットの位置を高くすれば良い。ただしこの時ボール盤のリミッターは浅くなる。
あと15mm長いボルトにすれば、ダブルナット固定のままで、ボール盤、フライス加工どちらでも55mm降下できます。寸切とか呼ばれる全ネジの棒を細工して長いボルトを作れば実現可能です。
しかし、フライス加工時に40mm以上も降下量が必要なことはまずないし、そもそもボール盤のフライス加工は、後述のように、なるべくクイールを出さないで使うべきなのです。
ハイトゲージの使い方
絶対高さ基準を設定
- 電源ボタン(赤)を押して電源オン、ABS/INCボタン(白)でABS(絶対値)に設定
- クイールを上に戻した位置で電源ボタンを長押ししてリセット、表示がゼロになる
- 以降ABS表示はクイールの出量を表示する
相対高さ表示
- 加工始めの高さでABSをINC(相対値)に切り替え、表示をゼロにする
- 以降加工はじめの高さからの相対値が表示される
加工時の使い方
- クイールを上部に戻し、ABS表示にしてゼロ表示を確認
- エンドミルをチャックに取り付けて、加工物近くにエンドミルが来るようワークテーブルを上げる
- エンドミルが加工対象に軽く当たるまでダイアルノブでエンドミルを下げる
送りハンドルで押し下げて補助してもよい - INC表示に切り替え、ゼロ表示にする
- 以降、表示を見ながら切削深さ設定
ちなみに、ダイアル1回転は1mm、ダイアルノブの出っ張り間が0.2mmに相当。
フライス加工時の上側ローレットナットの使い道
フライス加工時、通常は上側のローレットナットは使わないので十分上の位置にしておいてもよいが、下のように使うと便利
- 切削深さを固定
ミルの高さを確実に固定したい場合は上側のローレットナットをツバ迄下げてネジ固定する。 - 切削深さを制限
ミルの高さを変えて加工中に一定の深さ以上に加工できないようにリミッターとして使いいときは、ボール盤時と同じように上側ローレットナットをダブルナット固定する。
高さ測定だけでもできる
X-Yテーブル(クロスバイス)と併用すると、下記のようにして、対象物の2点間の相対高さを精度よく測れる
- 基準点の設定
XYテーブルで対象物の基準点をエンドミルの下に移動し、送りハンドルでエンドミルの先を軽く当て、INCゼロ表示にする。 - 測定ポイントをミルの下に移動
X-Yテーブルで測定対象を移動する。 - 送りハンドルでエンドミルの先が軽く当たるまで下げたところで表示を読む
使用感等
一口で言って快適です。♪(゚▽゚*)
いろいろなフライス加工に挑戦してみたくなりました。
ベアリングの効果は大きい
前回記事(ブラケットの制作)ではもちろん、小型万力の改造記事でもベアリング無しで使用していたが十分実用になった。ただ重いときは送りハンドルで手伝ってやりたくなります。
ベアリングを取り付けてからはぐっと軽くなり、気持ちよく降下させられます。
ボール盤としても快適
デプスリミッターの機能が下記のように使いやすくなりました。
- ブラケットの撓みがないのできっちりデプスリミッターが効く
- ローレットナットでスパナが要らない
- ダイアルノブで微調が可能
- デジタル表示で穴深さが一目瞭然
残る課題はワークテーブルの高さ調整がやりにくいこと
ボール盤は横方向の剛性がありませんので、できるだけクイールの出量が小さい範囲で使います。そのため加工時の最高点がクイールがほぼ入った状態になるよう対象物の高さをできるだけ上げて設置します。
実際にはワークテーブルの高さを上げて設定するのですが、真っすぐ上がらないし、力を抜くとワークテーブルとX-Yテーブルの重さでストンと落ちてやりにくいです。_| ̄|○
ハンドルをぐるぐる回すとワークテーブルが真っすぐ上下するタイプのボール盤がありますが、その機構が欲しいです。(キチンと真っすぐには上がらないようです)
フライス加工に必要なX-Y方向の移動は?
今回フライス加工に必要なZ軸移動機構ができましたが、X-Y軸はX-Yテーブルかクロスバイスを使います。
実は私は安物のクロスバイスを買ったのですが、精度が悪くて使いものになりませんでした。それで自分で精度を上げる改造をして使っていますが、これについては次の記事で紹介しています。


デジタルハイトゲージで微調整のネジやノブはこだわらなくて良い【2017年12月23日追記】
Z軸微調整機構において、ピッチが1mmのM6のネジと5角形型のノブにこだわって作成しました。
確かにノブの回転で上下する量がわかりやすいのですが、デジタルゲージを取り付けて精密なデジタル表示ができるようになってからは、そこにこだわらなくても上下動がスムーズにできさえすればよいと気づきました。






コメント
はじめまして。
お見事です!
色々参考にさせて頂きます。
ワークテーブルの昇降について、もう解決されたかもしれませんが、ラボジャッキで下から支える(もちろん加工時はテーブルクランプを締結)という手があるようで、私も試してみようと考えています。
https://www.monotaro.com/g/00542570/
こちらのレビューもご参考ください。
キリが突き抜けたときにジャッキの天板に穴が開かない+粗い高さの調整用にいくつか木製の枠を作っておいて挟むと丁度良いかなと考えています。
あまりヘッドが高くないのであればジャッキの天板に穴を開けてしまっても良いかもしれませんね。
うちのボール盤はDP2000Rなので木枠が必要そうです。
参考情報ありがとうございます。
私も同じようなアイデアを検討していまして、実はこのラボジャッキを購入済です。
ただ、ボール盤の割にクロスバイスが大きく、ワークテーブル下のスペースが小さいため、もうひと工夫が必要だと考えています。