

先の記事でシンクトップの段差を解消するステンレス製カバープレートの制作を紹介しましたが、その制作に必要になったため プレス式ベンダー(金属板折曲げ機)を自作しました。
目次
ベンダーを作る目的
シンクトップに設置するステンレスのカバーを作りたい
- 使用するステンレス板
材質:SUS304、厚さ:0.8mm、幅:310mm、長さ:600mm、表面:鏡面仕上げ保護フィルム付き(片面のみ) - シンクの角が5Rの丸みを持っているので、それに合わせるよう曲げたい
必要な折曲げ機の仕様
幅310mm、厚さ0.8mmステンレス板をR5の曲率で直角に曲げることができること.
今回のために産業用の折曲げ機は買えませんので自作することにします。
ネットで調査
折り曲げには大きく2方式ある
金属板を直角に折り曲げる方法には、大きく分けて2種類あるようです。
板折り曲げ
金属板の一部をベースプレートと上板で挟むようにして固定し、金属板に当てた曲げ板をベースプレートにつながった丁番のように回転して押すことにより折り曲げる方式。
板金折り曲げ機と呼ばれる工具が2万円ほどで市販されており、比較的簡単な構造なので自作情報も多いです。
プレス曲げ
金属板を上型(パンチ)と下型(ダイ)の間にはさみ、プレスして曲げる方式。
小さな部品の加工、蛇腹状などの複雑な曲げ加工、パンチ側を丸棒にすることによりR(曲率)をもたせた曲げ加工等ができる。工場で使われる本格的な機械はプレスブレーキと呼ばれます。
なお、工場で使われる機械としては両者の折衷発展型のようなパネルベンダーという機械もあります。
今回は曲げの部分を5Rの角丸にしたいのでプレス曲げの工具を作りたいと思います。
主に参考にしたのはJHOSEさんのブログ記事
ネットで探してもプレス曲げ式の自作例がほとんどなく、唯一、JHOSEさんのブログにある
の記事を見つけ、大変参考になりました。
今回はこの方式を基に私なりの改良を加えて制作します。
プレス曲げ式ベンダーの制作
構想
大まかな構成としくみ
溶接を使わない方法として、JHOSEさんと同じようにツーバイフォー材と長いボルトを利用します。
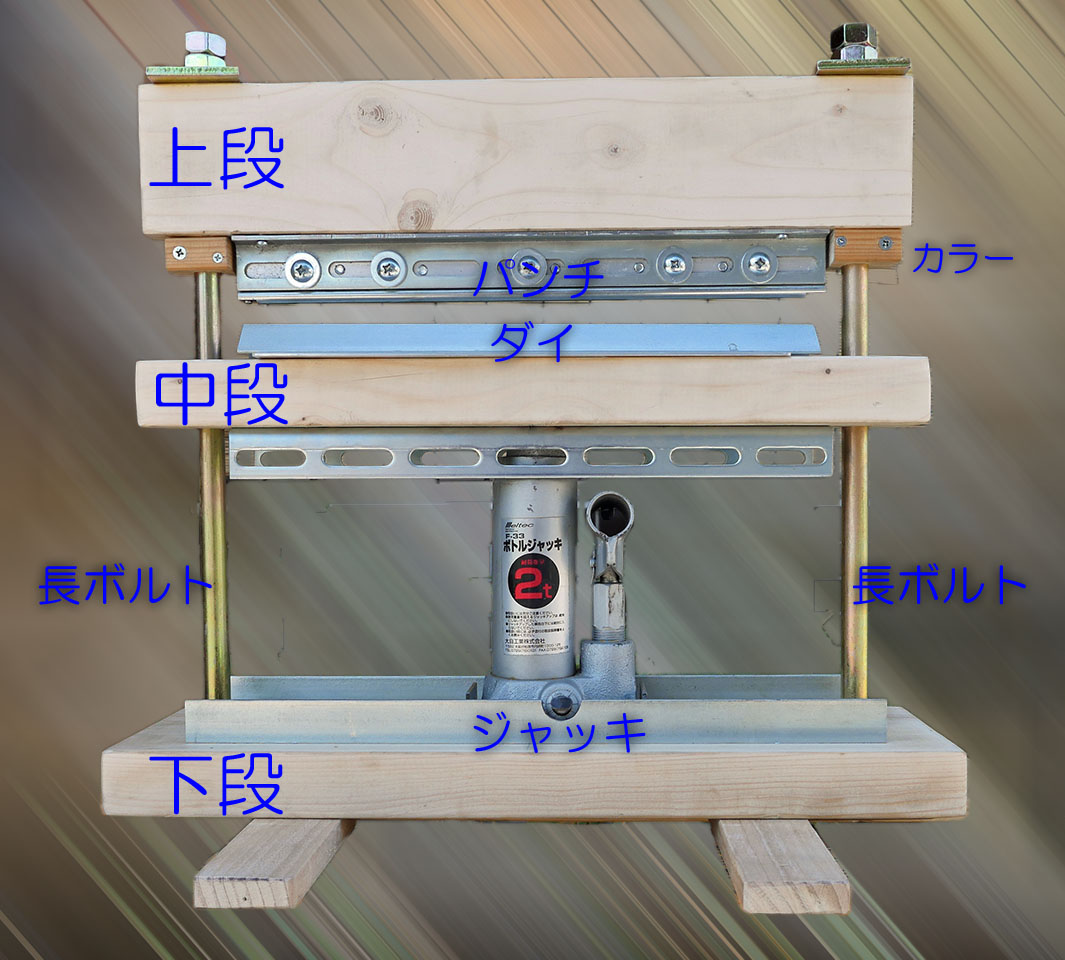
ベンダーの構成
右は完成した形ですが、大まかには上段、中段、下段の3ブロック構成であり、両端の柱のような長いボルトでつながっています。
上段の下面に丸棒を固定してパンチとし、中段の上面に直角アングルをV字型に取り付けて下型(ダイ)とします。
丸棒のパンチとVアングルのダイの間に加工する板を置き、下段に置いたジャッキで中段を持ち上げてプレスする仕組みです。
プレスの有効幅の決定
目的の加工材料の折曲げ幅は310mmなので、それ以上の曲げ有効幅が必要になります。

短冊板
よく使われる建築金物に短冊板(右写真)があり、厚さ3mm、長さが330mmです。
これをパンチとして利用することを想定してボルト柱の間隔を386mmとしました。(今回はR曲げなので使いませんが、Rをつけない曲げのときに使います)
使用する油圧ジャッキ

ボトルジャッキ
車のタイヤ交換などで使う、形状からボトルジャッキと呼ばれるタイプの油圧ジャッキを持っています。
- 販売元:Meltec 大自工業
- 品番:F33
- 最大荷重:2t
- ストローク:175mm
- 最縮長:178mm
随分前に購入したものですが、形が縦長で不安定な上に、N-BOXには車体が低くて入リませんでした。今は車には使わず、たまに建具の取り外しのときに鴨居を上げるために使うぐらいです。
今回、兼用できるように固定はしません。
材料の入手
以前モノタローで買っていたアルミ板以外は地元のホームセンター(以下HCと略記)で買い揃えました。
建築用Zマーク金物(座付きボルト他)
今回のキーとなる部品は座金付きボルトです。

Zマーク金物
上中下のブロックを連結する部品として当初寸切ボルト(頭のない全ネジの棒)の使用を考えていましたが、地元のHCではM12(12φ)までしか売っていませんでした。これでは強度に少々不安があったのですが、建築金物コーナーで座金付きボルトを発見しました。
- 座金付きボルト(建築用Zマーク金物)
16φ,ボルト長さ450mm,M16ナット付き(右写真)
太さは最大のもので直径16mmもあり頑丈、長さも種類があるので加工無しでそのまま使えます。また、全ネジではないため、ネジ部が摺動の抵抗になることもなく、今回の目的にピッタリです。
これと合うボルトや座金も必要数買いました。建築用に大量生産されているためか値段も安い。
後で知ったのですが、モノタローなどネットでも売っていました。
Zマーク金物とは
木造軸組工法住宅用で用いられる接合金物における規格認定表示です。
接合金物におけるZマーク、Dマーク、Sマーク金物の違い から引用すると
(財)日本住宅・木材技術センター内規で定められた接合金物の仕様と同一の品質・性能を有する製品(木造軸組工法住宅用接合金物)で、安定的に供給できると評価され、製造の承認を受けていることを示す接合金物規格品の認定表示です。
丸棒
鉄鋼製の丸棒。押出で作られており精度があります。プレスのパンチ部品として使います。地元のHCには径の種類がなかったのですが、ちょうど直径9mmのもがあったので買いました。
アングル材
下の3種類を使いました。

左からアルミアングル、鉄アングル、マルチアングル
- アルミアングル
厚さ3mm、一辺20mm。
アルミの押出しで作られているので精度が高いです。プレスのダイとして使用します。 - 鉄アングル
厚さ3mm、一辺25mm。
アルミほど精度はありませんが丈夫です。表面はメッキされていますが、一部サビ色に変色していました。 - マルチアングル
厚さ3mm、一辺30mm。
棚などによく使われる長穴が開いた鉄のアングル材。汎用品なので安いですが、精度はありません。外観は塗装とメッキがありますが、今回はメッキ品を買いました。品番は「メッキアングル L-30W」となっていた。
木材
- ツーバイフォー材 2✕6 長さ480mm 下段用
- ツーバイフォー材 2✕4 長さ450mm 中段・上段用 2枚
- 幅50mm、長さ340mm、厚み17mm 足用 2枚
- 三角棒木材 300mm 2本 ダイ部位置決め用
断面が直角三角形の棒が手持ちであったので使用した。後述のように三角形である必要はなく角材などでも良かった。 - 木片 20✕30✕40mm 2個 セットカラー用
その他の部品
- 爪付きナット

爪付きナット
右写真のように爪のついたワッシャーをナットと一体化したもの。木にボルト(ビス)をしっかり止めたいときに使います。似たものに鬼目ナットがあります。今回はセットカラーの固定にM4サイズのものを2個使います。
- アルミ板 92mm✕300mm 2mm厚
ダイ部の底つまり台板に使用します。
幅が92mmと下のツーバイフォーの幅より少し大きくしています。これは両者が滑る設計のため、プレスの圧力でツーバイフォー材に段差傷がつかないように考慮しています。 - ネジ類
M3、M4、M6ビス、木ネジ
下段(基台)の制作
材料の加工
- ツーバイフォー材の2✕6
長さ480mmに切り、座付きボルトを通す孔2個を386mm間隔であける。上・中段に合わせて組めるよう大きめのΦ18mmのキリを使用した。
- 鉄アングル
補強とジャッキを置く枠を兼ねる。
長さ330mm(2本)、330mm(2本)に切ったアングル4片をジャッキ下部を囲むようにツーバイフォー材に置き、木ネジで止める。 - 足板 厚み17mm、幅50mm、
下段の底につけて倒れ防止と座付きボルトの座金の厚さ9mmを逃げる役目。
長さ340mm(2枚)に切る。ツーバイフォー材への固定は最後に行う。
中段(プレスのダイ部)の制作
材料の加工
- ツーバイフォー材 2✕4 横使い
長さ450mmに切り、ピッチ368mmで18φの穴2個を開ける
- マルチアングル
補強とジャッキが当たる部分の保護を兼ねる
長さ330mm(2本)に切り、ツーバイフォー材の下面にビス止めする。
ダイ金物の制作
- アルミ板 92mm✕300mm 2mm厚
- 鉄アングル 330mm 2mm厚 2本
鉄アングル材の直角精度は悪い。今回がアルミアングルの支えとして使う - 三角木材
アルミ板に取り付け、山形に載せた2本の鉄アングルが動かないようにする - アルミアングル 330mm 3mm厚
プレス時の下刃として使う。HCで購入
組み立て

アルミアングルと鉄アングルを一体化
鉄アングル2枚を山形に並べた上にアルミアングルを谷型に配置し、両端近くでネジで固定。そのためアルミ側にM3の雌ねじを、鉄側に3.2φの孔を開けておきます。 組み上げて平面に置いたときガタつかないよう、鉄アングルの底面をベルトサンダーで削りました。 また鉄アングルの頂部には加工材料が当たるのでここもベルトサンダーで削りました。

アルミ板上に三角木棒を固定
次に、右写真のようにアルミ板の上に三角木棒を山形に置いて、上記の組んだアングルの位置決めにします。 三角木棒はアルミ板の裏からビス固定します。 この上に組んだアングルを被せるとダイ金物の完成です。
ダイ金物を横から見る
ダイ金物の位置固定はしない
アングルは被せて置いているのみで、ダイ金物全体も中段のツーバイフォー材に乗せるだけで固定しません。プレス時パンチである丸棒に合わせて移動するようにしておくのです。そのためアルミ板の下面にはシリコンスプレーで滑るようにしておきます。
アルミアングルの位置決め精度は不要
ですのでアルミアングルはアルミ板のほぼ中央であれば良く、木棒による固定位置の精度は不要、また木棒にプレス時の力もかかりません。あとで考えてみれば三角棒である必要もなく、角棒で十分でした。
上段(プレスのパンチ部)の制作
材料の加工
- ツーバイフォー材 2✕4 縦使い
長さ450mmに切る
棒柱を通す孔2個を386mm間隔であける。ここはガタツキを抑えたかったので16φのキリを買ってきて開けた。ツーバイフォー材の縦方向に真っ直ぐ穴を開けるのはボール盤を使っても難しい。ボール盤用フェンスの必要性を感じた。
- 鉄丸棒
鋼製の9mmの丸棒 HCで購入し、長さ350mmにカット。
アルミ角棒に固定するため、両端10mmを削り3.2φの穴を開ける。
- アルミ角板(棒)
長さ330mmに切断
両端に丸棒固定用のM3雌ねじと、鉄アングルで固定するためのM6の雌ネジ10箇所を切っておく
- マルチアングル材
長さ330mmに切断。2枚。
片方の辺を長穴を取るように切断し、幅を半分の約15mmにする。パンチ金物をツーバイフォー材の厚さに収めるためです。
パンチ金物の組み立て

丸棒をつける前
以下のようにしてツーバイフォー材の側面に、パンチである鉄の丸棒シャフトをつけます。
切断面を下にして向かい合わせた2枚のマルチアングルでアルミ角棒を挟みます。
アルミ角棒の位置は、木から浮かせ、かつマルチアングルの天より少しだけ低くして、精度が悪いマルチアングルの天が直接鉄丸棒に当たらないようにします。この状態で両側面から6mmのビスで固定すると右写真のようになります。
次に鉄丸棒をアルミ角棒に乗せてセットし、丸棒の両端の孔に3mmのビスを入れて固定すると下写真のようにパンチ金物ができました。
棒の両端を削ったのは、ビスの頭が断面図において丸棒の円内に収まるようにするためです。

パンチ金物を取り付けた上段
セットカラーの制作
セットカラーは座金付きボルトに通して固定し、上段が滑り落ちるのを防ぐものです。

木製セットカラー
金属の既製品を利用しても良いのですが、今回は木片で右写真の物を自作しまた。
木片に16φの孔を開け、スリットを入れます。スリットの部分に横からビスを通す孔を開け、片側に爪付きナットを打ち込み固定します。
木の使い方が悪くて反対側が割れそうなので細長い木ネジで強化しています。
全体の組み立て
各ブロックができたので全体を組み立てます。
1.下段に座金付きボルトを通す

下段に座金付きボルトを通したところ
右の写真の様に、下段の孔に座金付きボルトを下から通します。
2.中段を通す
続いて中段を通します。
3.上段の固定
- セットカラー(滑り止め)を通す
- 上段を通す
- 座金を入れ、ダブルナットで固定
ナットでネジの先端ががちょうど隠れる位置にしました。 - 滑り止めカラーを当たるまで上にずらし、ネジを締めて固定する
4.下段底のネジ打ち

下段底にビス打ち
中段がスムーズに動くことを確認し、作業台などを使って右写真のように全体を裏返しに置きます。
- 座付きボルトの座金を木ネジ止め
- 足板を木ネジ止め
これで設置時の安定が十分になりました。
5.ジャッキを設置して完成
ボトルジャッキを下段の所定の位置に置き、中段の押上がスムーズにできるか確認します。
ここで問題が発生。ジャッキのハンドルが下段の補強アングルと当たります。干渉する部分を丸く欠いて対策しました。上の中段下のアングルとも干渉してハンドルの可動範囲が制限されるのですが、ジャッキアップの最初だけなのでこのままとします。
これで完成です。下の写真のようになりました。
完成したプレス曲げ式ベンダー
できたベンダーを使う
試験的使用
3mm厚アルミ板の折曲げ

3mm厚のアルミの折曲げ
手始めに手元にあった端材のアルミの小片(幅20mm、厚さ3mm)を曲げてみました。
アルミから「メキメキ」と音がしましたが、右の写真の様に曲がりました。プレスが弱かったのか戻りが大きいのか、やや90度に足りない感じです。
薄板(ブリキ)の折曲げ

ブリキの折曲げ
次にブリキ板を曲げてみます。
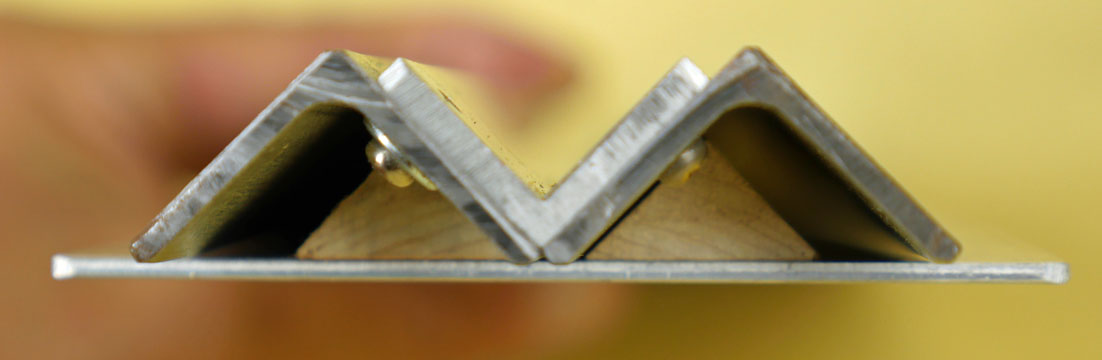
板折り曲げだと難しい「近接2箇所を逆方向に曲げ」をやってみます。
右写真のようにちゃんとできました。
本番使用
試用して問題がなかったので、いよいよ目的のステンレス板を曲げます。
材料の支持

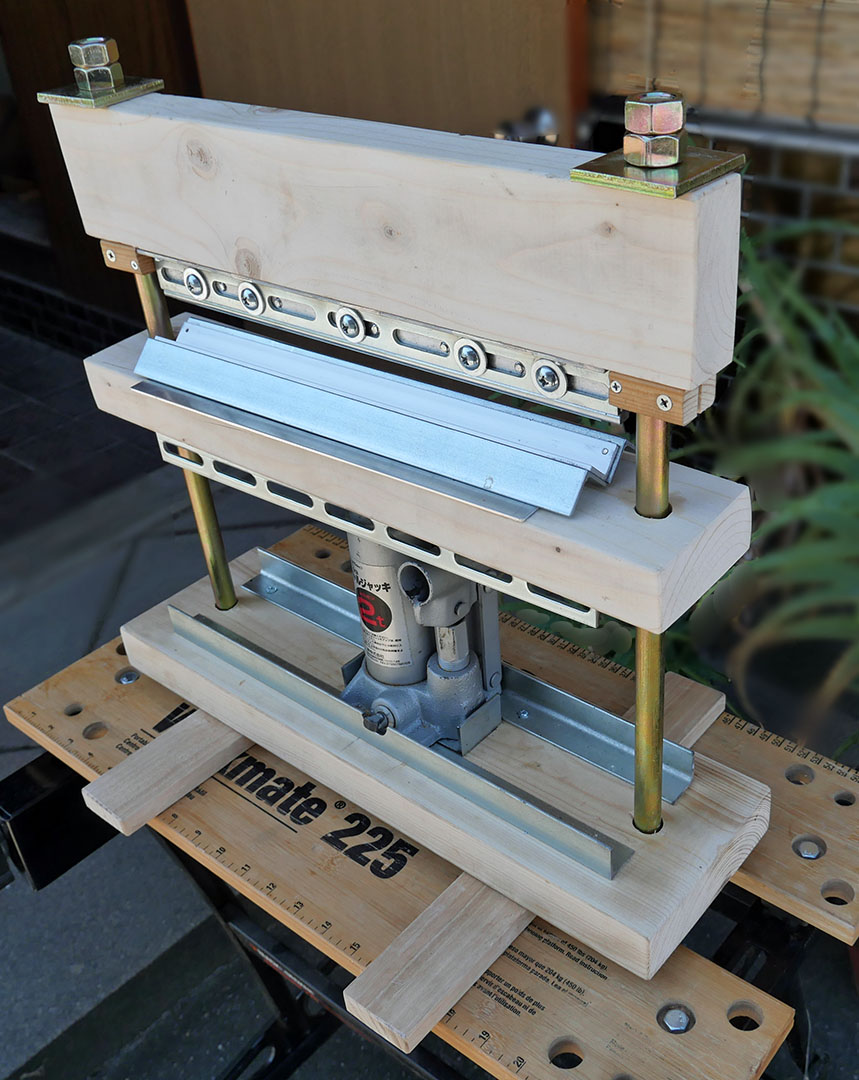
プレスの設定完了。右側はローラー付き支持台
600mmの長い板なので支持する台が必要です。ちょうど手持ちのローラー付き支持台が使えました。
位置合わせ
出来上がり寸法を正確に得るには位置合わせにかかっています。現状は基準の目盛り等がなく折り曲げ中心が丸棒の真下になるよう目分量で合わせるしかありません。
出来上がりがシンクトップの奥行きより長いと前が飛び出して収まりませんが、奥が短いのはまだ我慢できます。今回一発勝負なのでやや短めに設定しました。
傾きがないことも大事です。加工板の端面とパンチの直角を指金で確認しました。
プレス
いよいよプレスします。動画で御覧ください。

保護フィルムをめくって曲がり具合を確認
最後は曲げ角が直角になるよう少し力を入れましたが、途中は全然力は要りませんでした。
結果右のようにきれいに曲がりました。
曲げ角度は直角よりややゆるくなりました。どうしても戻りがあるのでしょう。真に直角が必要なときは少し鋭角に曲げる必要がありそうです。
戻しプレス

戻しプレス
できた板を実際にシンクトップに当ててみると曲げ過ぎであることがわかりました。シンクの角が直角ではなく鈍角なのです。
それで逆に戻すプレスを行い、シンクの角度に合わせました。
戻しプレスのときはパンチを逆にし、ダイには2☓4材を追加して、右写真のように組み直して行いました。写真はブリキ板で試しているところです。
出来上がり
Rをもたせた曲げはきれいにできました。その他の加工も加えて仕上げ、最終下のように設置できました。

出来上がったシンクトップのカバープレート
曲率について
厚み0.8mmの板に9φの丸棒を使ったので内径は4.5R、外形は4.9つまりほぼ5Rにできているはずです。シンクトップの角は正確に測定することはできず、5Rだろうと見当をつけていたのですが、できた板のRと比較して同じように見え、これは正しかったようです。
 ただし、実際の設置はシンクに被せるように設置するので、右写真のようにコーナー部に隙間ができました。
ただし、実際の設置はシンクに被せるように設置するので、右写真のようにコーナー部に隙間ができました。
そうなんです、シンクと同じRにするのではなく、内径を5Rにすべきだったのです。
隙間は小さく目立ちませんからOKレベルなんですけどね、やや残念。10φの丸棒はHCに置いてなかったし…
今後の発展
位置決めもできる加工板の支持台を追加したい
今回は加工板の支持のため別の台を持ってきましたが、中段からアームで支持するようにすれば別の台はいりません。
更に中心からの距離の目盛りをつければ折曲げの位置決めがしやすくなります。次に使用する機会につけてみたいと思います。
90度以上に曲げたい
プレスのダイをLアングルではなく、2本の丸棒にして間隔を調整すると曲げ角度を調整できます。極端な場合、Uの字型に曲げることもできます。機械があればU字曲げにも挑戦したいです。
油圧プレスとしての応用
金属板の折曲げ以外にも、油圧プレスとしての応用が考えられます。
- ベアリングの圧入
一般にベアリングはそのホルダーに圧入して固定されています。以前、農機やバイクのベアリングを交換したときは、トンカチで叩いて行い苦労しました。本機をプレッシャーとして使えば取り外し、取り付けが簡単にできそうです。 - サスペンションアームのブッシュの交換
車のスペンションアームにはゴム製のブッシュが圧入されていますので、その交換に油圧プレスが必要になります。youtubeのまあさんガレージではこのために油圧プレスを自作しておられます。ただし今回作った機械では能力的に不足するかもしれません。





-100x100.jpg)




コメント
参考になりました。有難う。