

先の記事でバイクのハンドルエンド(ステンレス)の加工を紹介しましたが、今回はもう少し本格的にアルミ板を加工してみます。作るものはボール盤の改造に使うブラケットです。
目次
警告:機械の故障や事故の原因になる恐れがあります
この記事で行っているボール盤の目的外使用や改造は機械の故障の恐れがあるばかりでなく、事故の危険があります。今回の作業中にもヒヤッとしたことがありました。この記事を参考にしてトライされる方はもちろん自己責任ですが、特に安全に十分注意してください。
ボール盤をフライス盤のように使うための課題
ボール盤において、キリ(ドリルの刃)の代わりにフライス加工用のエンドミルを取り付けて使おうとすると下記問題点があります。
- ボール盤は横方向の剛性が不足
ボール盤は、錐で穴を開ける工具なので横方向に大きな負荷はかけられない。 - 工作物を水平方向に移動させる手段が必要
工作物を加工するには水平方向に移動する必要があります - Z軸(垂直方向)の精密な移動手段が必要
ボール盤はハンドルを手で回して錐を下げ、手を放すと戻ります。フライス盤は精密に下げてかつそのまま固定できなければなりません。
今回フライス盤的に加工するために、下記のようにして対応しました。
横方向の剛性不足:一回の切削深さを小さくする
基本構造の問題なので改造などでの強化は簡単には行きません。
簡単にできることは大きな負荷をかけないことです。そのため時間はかかりますが、一回の切削量を少なくします。
木材やアルミはまだ軟らかいですが、鉄は硬いので時間をかけます。更にステンレスも以前の記事のように切削量をごくわずかにすれば加工できました。実際の切削量は手で負荷を感じて決めます。
工作物の水平方向移動:X-Yテーブルと回転治具を利用
市販のX-Yテーブル(クロステーブル)またはクロスバイスを利用します。
後で紹介するように、更に工作物を回転できるような冶具を使うと円形の加工など幅広く加工ができます。
Z軸の精密移動法:ボール盤のデプスリミッター(深さ制限機能)を利用
ワークテーブルの上下でおよその高さに設定後、刃を工作物に食い込ませる量を精密に調整することが必要です。これをどう実現するかが問題です。
このボール盤にはデプスリミッターという穴あけ深さ制限機能があります。

ボール盤のデプスリミッター部
今回これを利用する簡易な方法を思いつきました。下の写真のように本体ツバの下側にナットを入れるだけです。

本体ツバの下側にナットをいれた
通常ハンドルから手を放すとクイールは内蔵のバネにより最上部まで戻りますが、その高さを下側のナットで制限する形で調整するのです。
しかし、このままでは下記の問題があります。
- 最上部でもクイールが10mm余り出た状態になる
デプスリミッター軸のネジが下まで切っていないことと、今回入れた下側ナットのスペースがあるからです。 - ブラケットが硬くない樹脂なので撓む
写真のように撓(たわ)んで軸が傾いています。
剛性のあるブラケットに作り替える
これらを解決するのは、ブラケットを剛性のあるもので作り替えることです。デプスリミッターの部品を取り外すと下のようになっています。
取り出したデプスリミッターの部品
今回、この樹脂製の丸いブラッケトをアルミで作りたいと思います。思いついた方法は上記問題がありますが一応使えるはずですので、その検証を兼ねてやってみます。
ブラケットの設計
アイデアを具体化した設計図(組み立て図)は下のようになりました。(製作過程で一部修正あり、JW-CADを使用)
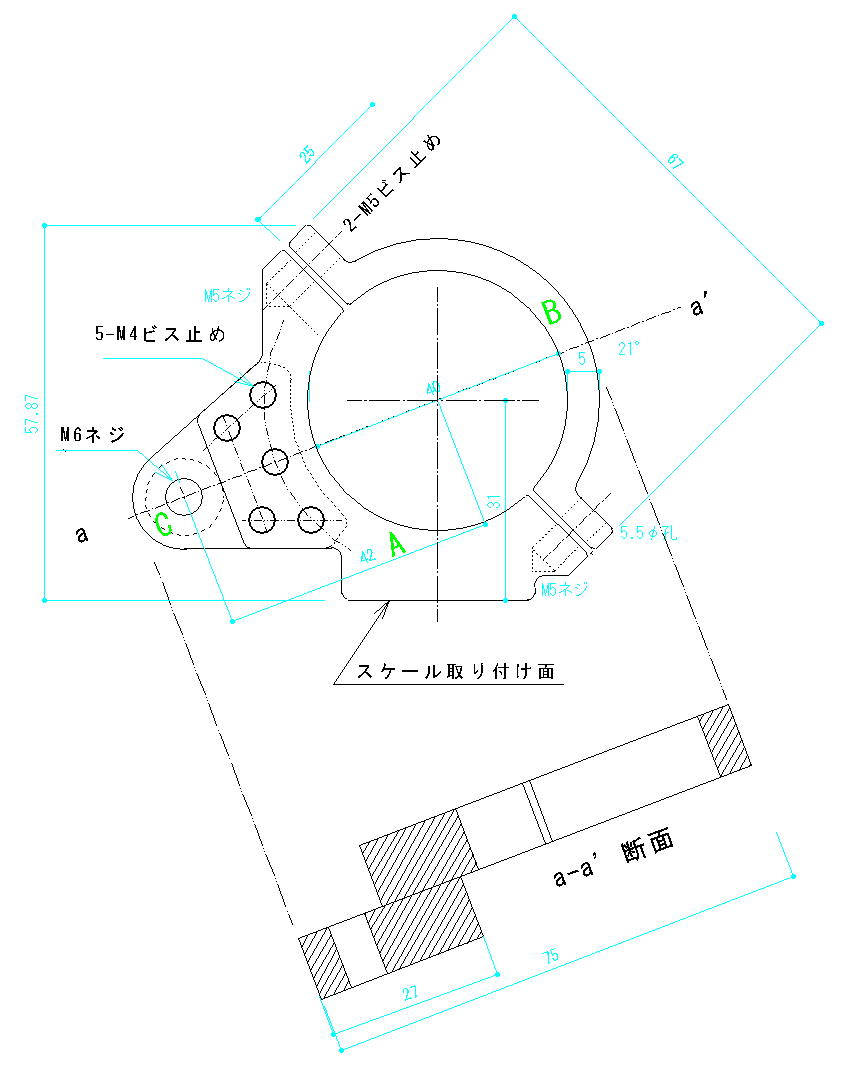
ボール盤用ブラケット 組み立て図
以下設計意図を説明します。
A,B,Cの3分割にする
下記理由により3点の部品に分けて作ります。
- クイールへの固定のためBを分割
アルミの場合は2分割にしないとチャックの大きさを通らない。 - ナットのスペースのためCを分割
分割して段差を設けてナットを逃げ、クイールが最上部まで戻るようにした。
ℤ軸(高さ方向)のスケールを前面に取り付けられるようにする
現状のアナログ針方式をやめ、デジタル式に変更します。デジタルスケールをブラケットに取り付けられるよう準備しておききます。
製作のための各部品図は下のようになります。
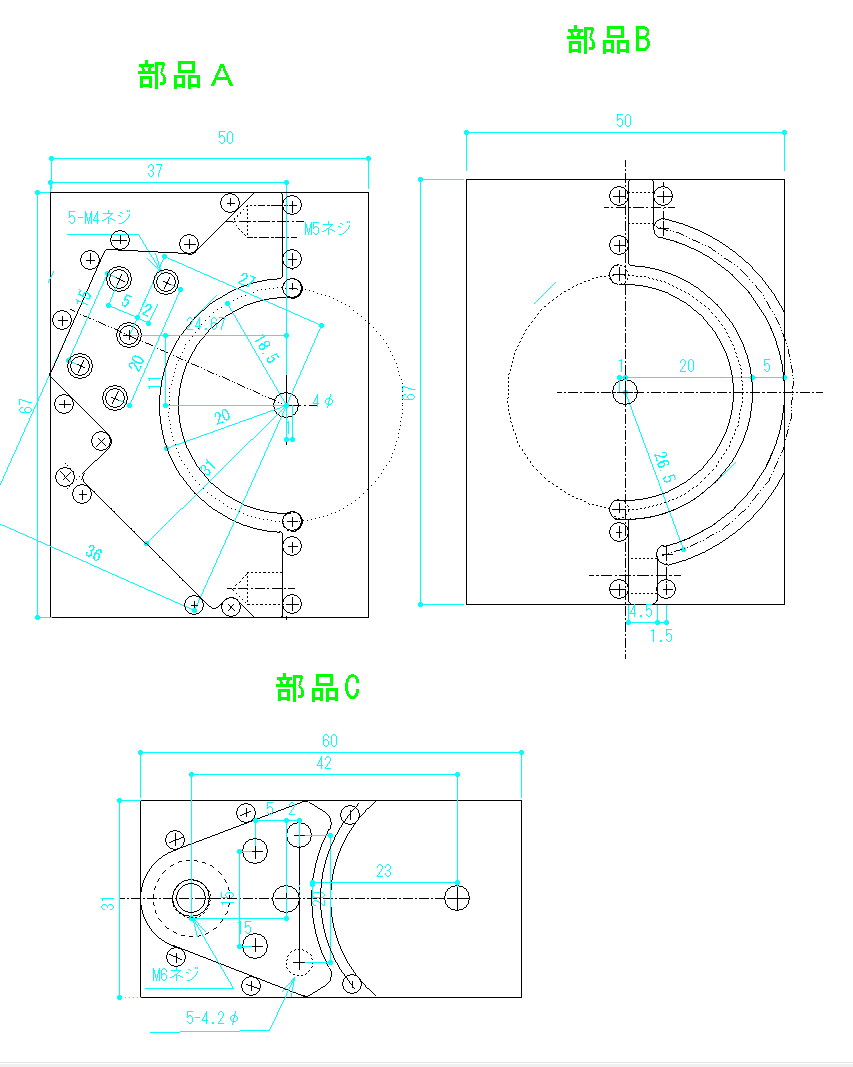
部品図
円弧加工を配慮
個別の部品図には、円弧加工時に使う回転中心孔を設けています。板からの切り出しサイズはこの孔を含んだ大きさとします。不要な部分は加工最終段階で切り離します。
外形加工用のガイド孔を設けておく
個別の部品図には、フライスなどで加工するときに必要なガイド孔を設けておきます。
使用材料
元の樹脂ブラケットと同じ10mm厚のアルミ板を使います。モノタロウで買いました。
切り出し~孔あけ加工
以下加工について部品Bを中心として説明します。
必要な外形の切り出しと罫書
切り出しはジグソーとディスクグラインダースタンド
最初はジグソーを使って切断しました。この記事で紹介しています。
ディスクグラインダーで切断すると切り口がきれいですが、直径125mmの刃を使っても10cm幅がギリギリです。
以降、単なる切断なら切り口がきれいなディスクグラインダー、途中までの切断などうまく切れない所はジグソーと使い分けました。
図面を印刷したラベルを貼り付けて罫書きは不要
先の記事で紹介したように金属に罫書きする道具を買いました。
ところが、設計図を原寸で印刷したものを測ると、思った以上に精度が良いのです。明らかに手で罫書くより正確でミスがないです。
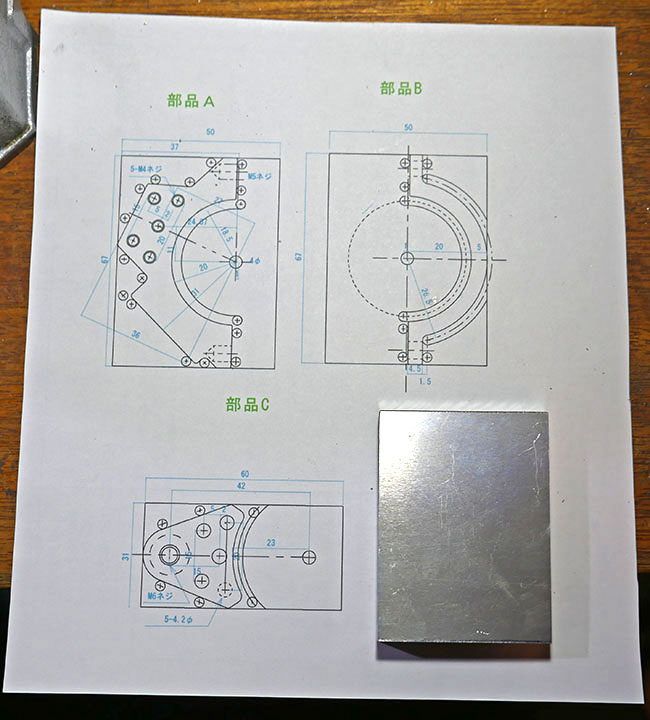
原寸印刷したラベル用紙と切り出したアルミ板
それで糊のついたラベル用紙に印刷しました。
- CADソフト:JW-CAD
- プリンター:ブラザーインクジェットプリンター DCP-J925N
- 用紙:モノタロウ A4ラベル用紙
耐候性のあるフィルムベースの物は必要なく、安い紙の物で十分です。
右写真のように、部品A、B、CをA4一枚に印刷します。
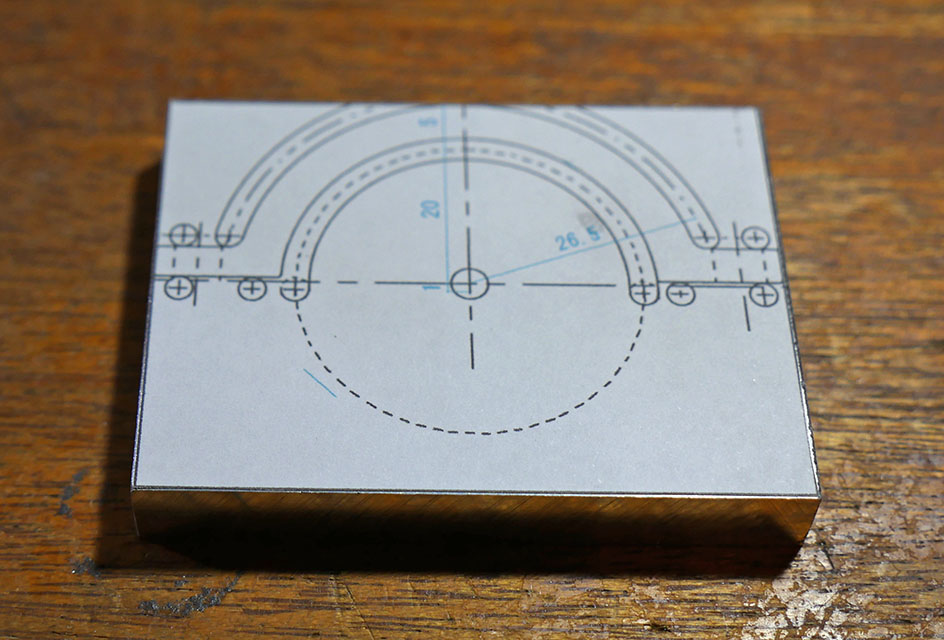
加工対象に貼り付けた(部品B)
後は右のように切り取って、裏紙をめくり張り付けるだけです。
超簡単かつ正確で、罫書きは必要ありません。
孔を開ける
X-Yテーブルで保持して孔あけ(部品B)
通常はポンチで位置を印し、ボール盤で穴あけするのですが、正確な位置にポンチするのは意外と難しいのです。
X-Yテーブルを使えばポンチ不要
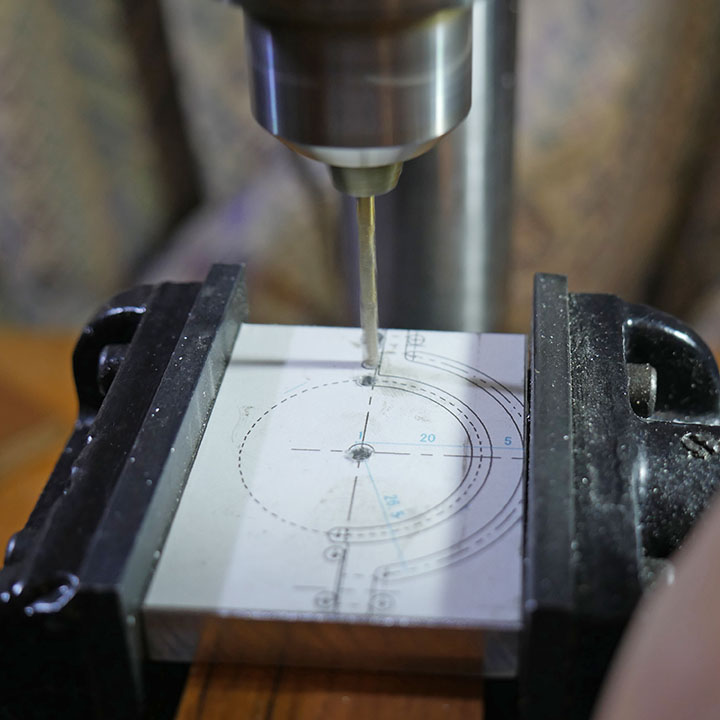
ボール盤の錐の先を軽く当てると傷がついてドリルのセンターが分かります。これをX-Yテーブルの操作で、設計図の円の中央に傷がつくように修正 するのです。
このようにすると、ポンチ不要で正確な位置に穴があけられます。
フライス加工
次にフライス加工ですが、ボール盤での加工ですので横方向に無理な力をかけないことに十分注意します。
- アルミで一回の切削深さを0.2mmぐらいにとどめるのが無難です。
- 横方向の切削で負荷を減らすのは難しい。できるだけ縦方向で負荷を減らす。
- 片側面を削るときは、方向によりエンドミルが走るので注意。ルーターと同じで最適な方向があります。
エンドミルは基本3mmを使います。太いと切削量が無駄に増えますし、細いと折れやすいからです。
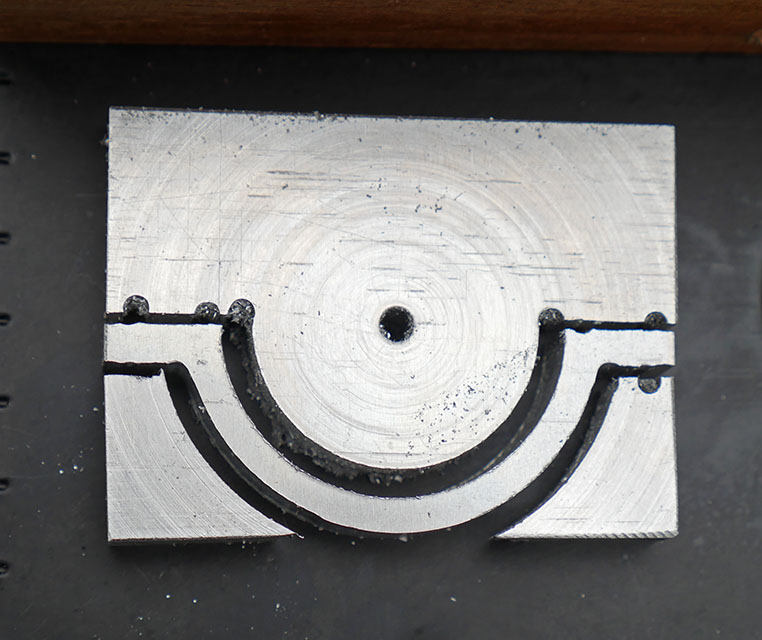
円弧の加工
部品Bの例
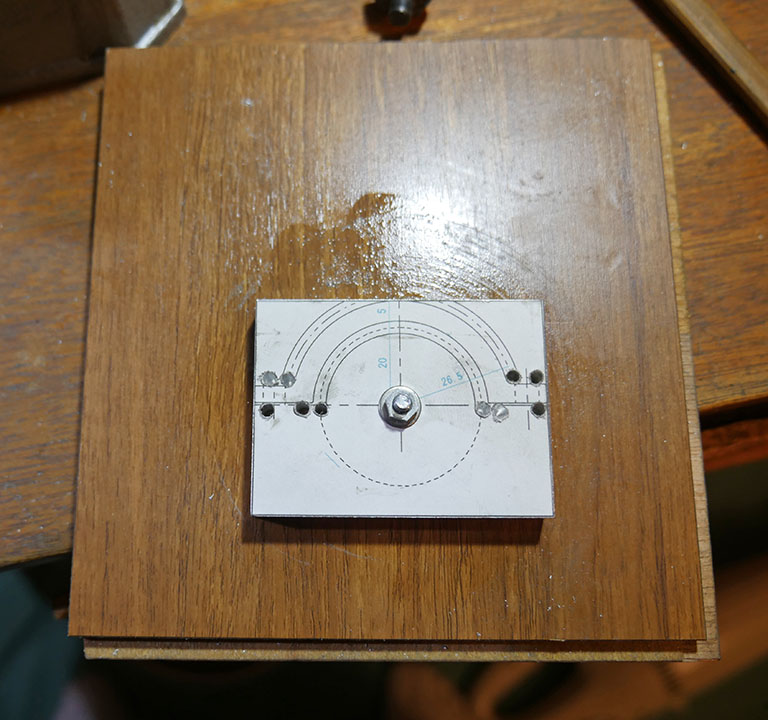
円弧加工用の板に取り付け(部品B)
準備として右のように、回転中心に4mmの穴を開け、M4ビスで板に固定する。ダブルナットで緩まないようにします。要は「回転はするが浮かない」ようにします。
板は床板の端材を使いました。厚みが12mmで均一、表面が滑るので都合がよいです。
写真で濡れている部分は、更に滑りを良くするため吹き付けたシリコン潤滑剤です。

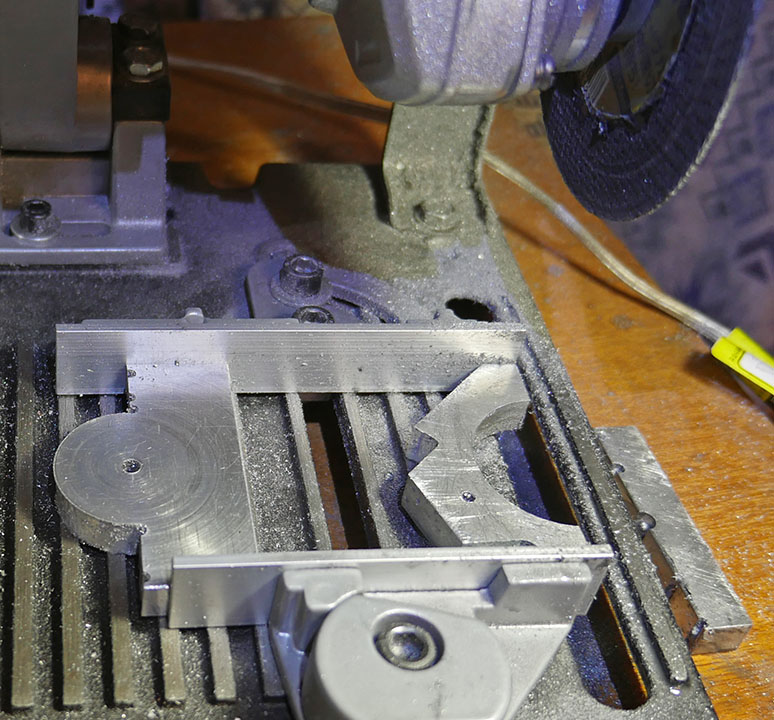
円弧加工を始めようとしているところ(部品B)
いよいよフライス加工を始めます。
円弧の場合はミルが端に開けた3φの孔にくるように移動し、少し下げて回転して削ってみます。部品を手でもって回転するのです。怪我しないよう皮手袋を着用します。
抵抗を感じながら回すと削れて行きます。切り込み深さは、調整軸のナット1/5回転すなわち0.2mm程度が安心できる切削量だと思いました。一回0.2mmだとすると10mmの厚さを削るには50回の作業が必要ですが、根気よく繰り返し削っていきます。
下は内側の円弧が終わり、外側の円弧を削っている所です。

円弧加工がほぼできたところ(部品B)
注意すべきは片側の切削になる部分です。
削る方向によりエンドミルが走ります(実際には部品が回転する)。私は慣れで切削量を増やしていたこともあり、エンドミルが走り、折れて飛びました。
走らない方向で、しっかり保持して行うことが必要です。
部品Cの例
後記のように部品Cのネジ加工で失敗し、作り直した時の方法です。
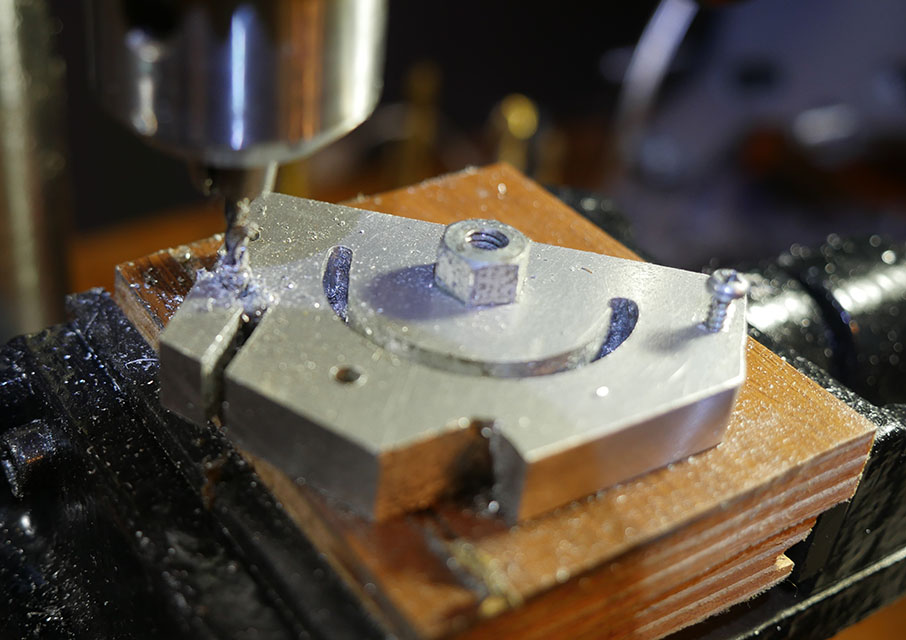
部材に回転中心がなかったので、下のように回転する木片に取り付けて加工しました。こうすれば部材に回転中心が要らないですね。
別の木片に取り付けて円弧加工(部品C)
直線の切断
直線の切断は、ジグソーやディスクグラインダースタンドでできるところはそれを使用します。外形と平行でない斜めの切断は部材の固定に工夫が必要です。
斜め方向の直線の例1 ディスクグラインダースタンド使用

小物(部品C)の斜め切断
部品Cは小さいので苦労しました。
右のようにディスクグラインダースタンドで保持を工夫して何とか切断できました。
斜め方向の直線の例2 フライスで切削
角度がついて途中までの直線の切断は、ジグソーテーブルで傾斜定規を使う方法もありますが、精度がないので仕上に時間がかかります。ここでは切断面がきれいなので仕上げが楽なフライス加工で行います。
ガイド穴を設けておく
円弧加工が終わった部品A。ガイド孔がたくさんある
あらかじめ右のようにエンドミルと同じ直径のガイド穴を開けておきます。
固定の設定法
X-Y同時に動かして直線に切る技はないので、片方を固定し、もう片方を移動して切断します。そのためには切削線がXまたはY方向になるように工作物を固定しなければなりません。
下は加工しているところですが、この場合の設定法を説明します。
直線のフライス加工(部品A)
まず、円弧切削の時と同様に回転できるようにビス止めしておきます。
この場合ですとY軸の移動だけで2つの穴をエンドミルが通過するように、部品Aの回転とX軸の移動により調整します。設定出来たらビスで回転を固定し、X-YテーブルのX軸も動かないように固定します。
後はY軸を移動して切削ですが、一回0.2mm程度の切り込み深さで慎重に削ります。
外形切り離し切断
加工の最終段階で不要になった部分を切り離す切断をします。
部品Bはジグソーで切断
円弧以外の直線部をジグソーで切りました。下は切断後、元の形に置いてみたところ。
部品Bの切断加工の跡
この後やすりで仕上げます。
部品Aはディスクグラインダーで切断
部品Aの不要部を切り落としたところ
右は部品Aの場合で、切断できたところです。同じ幅のBの端材とアルミ板を使って保持しています。
綺麗に切断できるので仕上げは面取りだけです。
仕上げ加工
面取り
切断面はバリがあり、角は尖っていますので、やすりでバリを取って角の丸みづけを行います。
これも結構手間で、ベルトサンダー(右のようなが機械)が欲しくなりました。(^_^;)
ネジ止めのための加工
今回ネジ止めは下記の3種類あります。
- 調整ボルトの穴 部品A M6ネジ 1個
- クイールへの固定の穴 部品AにM5ネジと部品Bに5.5φ孔 2個
- 部品AとCの結合 片方にM4ネジ、他方に4φ孔 5個
下孔あけ
ネジの外径の80%の下孔を開けます。M6のネジなら4.8φです。
実は部品Cの6φのネジが斜めになる失敗をしました。下穴が垂直でなかったからです。小さい部品なので穴あけ時の保持のミスがあったようです。
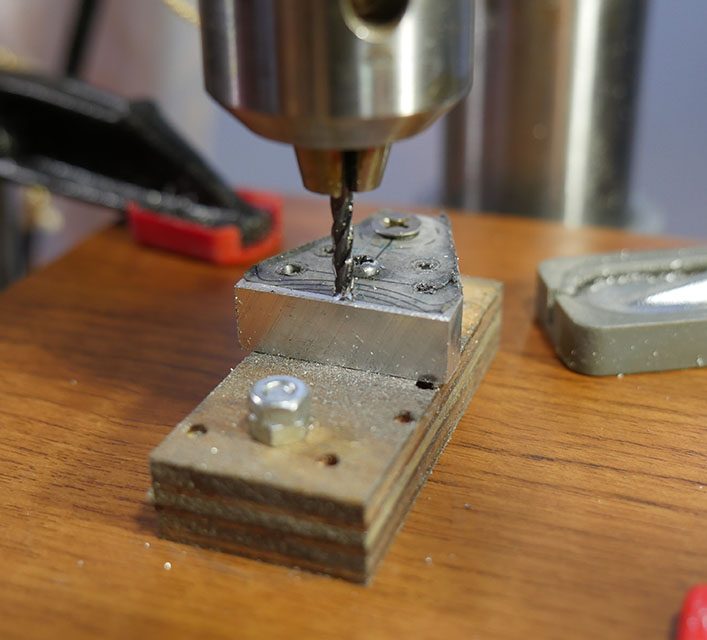
これは致命的なので作り直しました。今度は下写真のように、大きさがある最初にネジきりをしました。
タップ立てに、最初ボール盤を使う

部品Cを作り直しにあたり、まず最初にねじ切りを行う
ネジの切り初め、タップが垂直になるように押しながら回すのは難しいです。それで写真のようにボール盤を利用します。右手のハンドル操作で押さえながら左手でチャックを回します。
タップが食いついて方向が決まればドリルから外して、後はタップハンドルを手持ちでねじ切りを行います。
孔の底までネジを切れない
タップの形を見ればわかるように先までネジを切ることはできません。
3本組のタップを使うと改善されますが、孔の底近くまでネジを切るのは無理です。今回は結局全ての穴を突き抜けにしました。
表面仕上げと組み立て
ペーパーで表面を磨きます。細かい筋目を残すヘアライン仕上げにしました。
AとBを5本のビスで結合して一体化します。Cもちゃんと取りつくことを確認します。下がその姿です。

組み立てたブラケット(上側)
裏面です。

組み立てたブラケット(下側)
加工を終えて
今回は、現状の不完全な状態でフライス盤的使い方をして、その改善のためのアルミブラケットを作るという、ブートストラップ手法でしたが、我ながらうまくいきました。
反省と学んだポイント
罫書せずに原寸大印刷して貼る方法は使える
早くて正確です。
加工材の保持が大切
- 円弧加工、斜め切断も固定の工夫により加工ができました。
- 部品CのM6のネジが傾いていたのはおそらく下穴をあけるときに傾いていたのでしょう。
四角でないものや小さいものはバイスでうまく固定できないのでミスが発生し易い。材が四角てある程度の大きさがあるうちに、加工しておくべきでした。
X-Yテーブルで正確に合わせたはずなのに位置がずれる
X-Yテーブルは遊びがありますし、振動で動きます。そのため必要に応じてX-Yテーブルにある固定ボルトを締めて動かないようにします。
削り過ぎは取り返しがつかない
円弧の直径は最初から仕上がり寸法で加工しましたが、出来上がりは若干大きめになってしまいました。一旦削ってしまったものは戻せません。精密さが求められるところでは少し小さめに加工して、後で削り足すようにすべきでした。
エンドミルは簡単に飛ぶ
先にも書いたように、横方向の負荷調整は難しく、ルーターと同じく片側面の切削には方向があり、間違うと勝手に走ることがあります。
エンドミルは横方向に無理な力がかかると簡単に折れ、折れた刃先は何処へ飛ぶかわかりません。実際今回の作業中に3mmのエンドミルを2本飛ばしてしまい、一回は頬をかすめヒヤッとしました。
安全のために下記に注意します
- 横方向は過負荷になりやすいので、できるだけ深さ方向で負荷を調整する
- 部品の向こう側を削る
手前は見やすいですが、エンドミルが折れた場合こちらに飛んできます。 - 安全装備
最低限、皮手袋、防護メガネは必須です。草刈りに使う防護フェイスマスクもいいのではないでしょうか。
次はボール盤の改造
今回思いついたデプスリミッターの下にナットを入れるアイデアを実証できました。
同時にアルミブラケットもできましたので、次はこれを使用してボール盤の改造にとりかかります。別途紹介予定です。
下記記事にボール盤の改造について書きました。(2017年9月27日)











コメント
突然申し訳ありません
こちらのレシピをyoutubeにあげる動画の参考にさせて頂きたいのですがよろしいでしょうか。設計図等も引用させていただきたいのですが
返事が遅くなりました。
youtubeの動画に参考にし、設計図を引用したいとのこと、構いません。ただし、何らかの形で当記事へのリンクを貼っていただくようお願いします。
回答ありがとうございます
実はフライス盤自体は作ったのですが結局ブラケットの製作動画は作りませんでした
ですがこのフライス盤を使って物作りをした際にこのフライス盤の紹介も入れようと考えています