

バイク改造が趣味の息子にステンレス部品の加工を頼まれました。ステンレスの加工は素人の手におえない感じがしますが、やってみることにします。
【追記】2個目の加工と隙間を小さくする加工を追記しました。(2017-10-15)
目次
加工したい部品は「ハンドルバーエンド」
ハンドルバーエンドは、下の写真のようにバイクのハンドルの端に付ける重りで、振動を抑制して手の疲れを軽減する物です。

バイクのハンドルにつけたハンドルバーエンド
息子は今はホンダのクロスカブ(110cc)に乗っていて、下の写真の左側がクロスカブに合うものです。

左側がクロスカブに会うハンドルバーエンド、右が今回の加工対象
息子が言うには、クロスカブはハンドルが長いので更に長いおもりを付けていると横隣の物に接触する危険性が高くなる。短いものを付けたいが、ニッチな車種なので丁度良いおもりが売っていない。それで、上記写真右側の他車種の重りを入手したが、取付形状が合わない。

クロスカブのハンドルバーの端面
右の写真は重りを外したハンドルの端です。(見えないところとはいえ、雑な加工です)
つまり、このハンドルに取りつくように、「前記写真の右側の重りの上部を、左側と同じ突起形状に加工せよ」という命題です。
加工する部品の材質はステンレスです。
ステンレスの特徴と加工のこつ
いわゆるステンレスとは、鉄とクロムを主成分とする合金であるステンレス鋼のことですが、その知識をおさらいしておきます。
ステンレスの特徴
- さびにくい、
- 温度伝達が悪い(逆に言うと保温性が優れる)
- アルミや鉄より硬い
加工がやりにくい
ステンレスは元々硬いうえに、厄介な加工硬化性があります。切削等の加工中に発生する熱が逃げにくいので加工部が高温になって硬化するのです。経験的にも、ドリルでステンレス板に穴を開けるとき苦労します。
ステンレス加工のコツ
このようなステンレスの加工にはコツがあり、以下のことが挙げられます。
- ステンレスに対応した硬度の刃、錐先を用いる
- 加工時の摩擦熱が発生しないように注意する。
送りを遅くしすぎない。ドリルの場合回転数を下げる - 熱を持ってきたら 中断して冷ます
- 切削油(できればステンレス用)を使いながら加工する
ディスクグラインダーと切断砥石で切断
まずバーエンドの突起部の長さを短く切断します。
ディスクグラインダーにつけた切断砥石で切断することにしました。切断砥石は砥石ですから、いくらステンレスが熱をもって硬くなっても切れるはずです。発熱もかまわず強引に切断する方法です。
ディスクグラインダーとその保持スタンドを使う
安全・正確に切断するには、切断工具と加工対象をしっかりと保持する必要があります。
ディスクグラインダー用スタンド
ディスクグラインダーは手持では安定しませんが、スタンドで固定すると安定した切断機として使えます。私は右のSK11のディスクグラインダースタンドと、モノタロウのグラインダーを組み合わせています。下の写真は組み込んでセットした状態です。

ディスクグラインダーをスタンドにセットした状態
-100x100.jpg)

加工対象物の保持法を検討
スタンドのバイスは長物を想定しているようです。咥え口が浅くて今回の太短い円柱状のものは保持できません。
それで、一旦別の小型バイスで咥えて、それをこのバイスにセットする方法を検討しました
小型バイスを探す
PROXXON ミニバイス
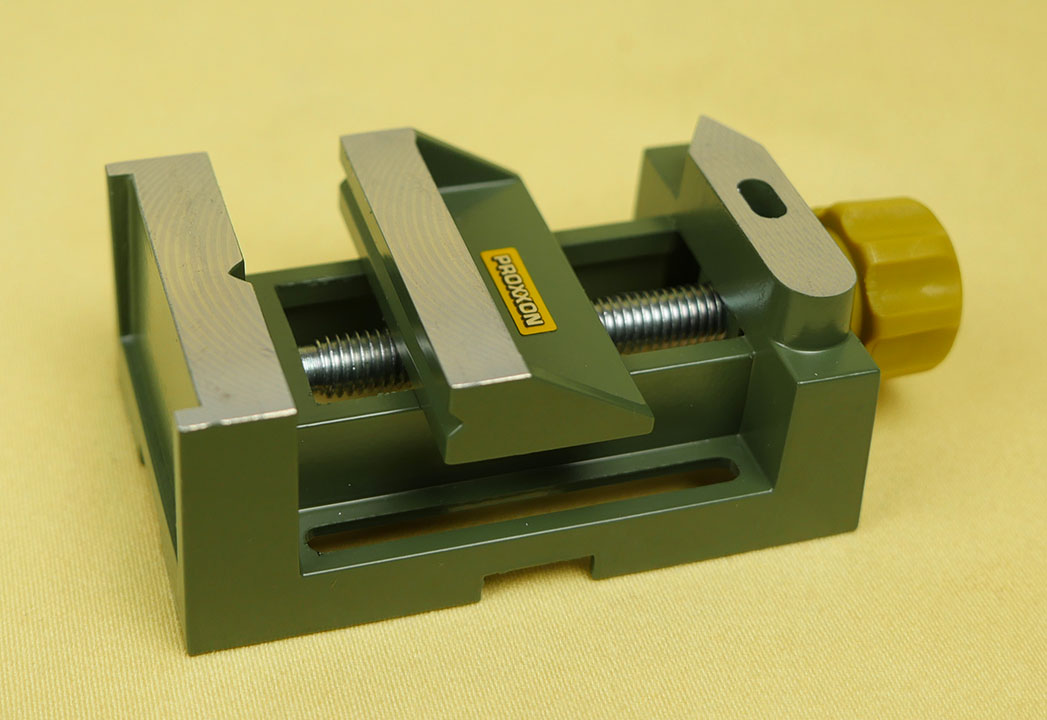
写真のバイスはPROXXONのX-Yテーブル用として購入したものですが、咥え口が浅いので使えません。
工具としての精度はそこそこありますので、別の用途では使えそうです。
アマゾンで入手できる卓上小型万力
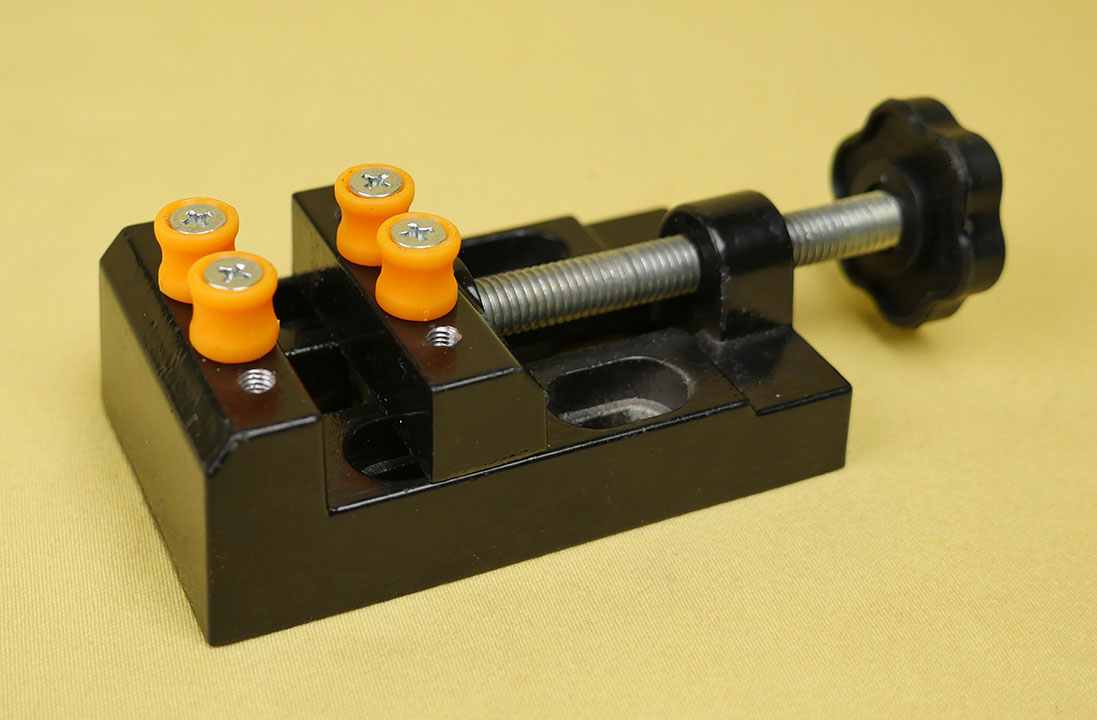
丸いものも4個の樹脂で固定することができるという、写真の卓上小型万力(バイス)をアマゾンで見つけました。890円と安かったので買ってみました。
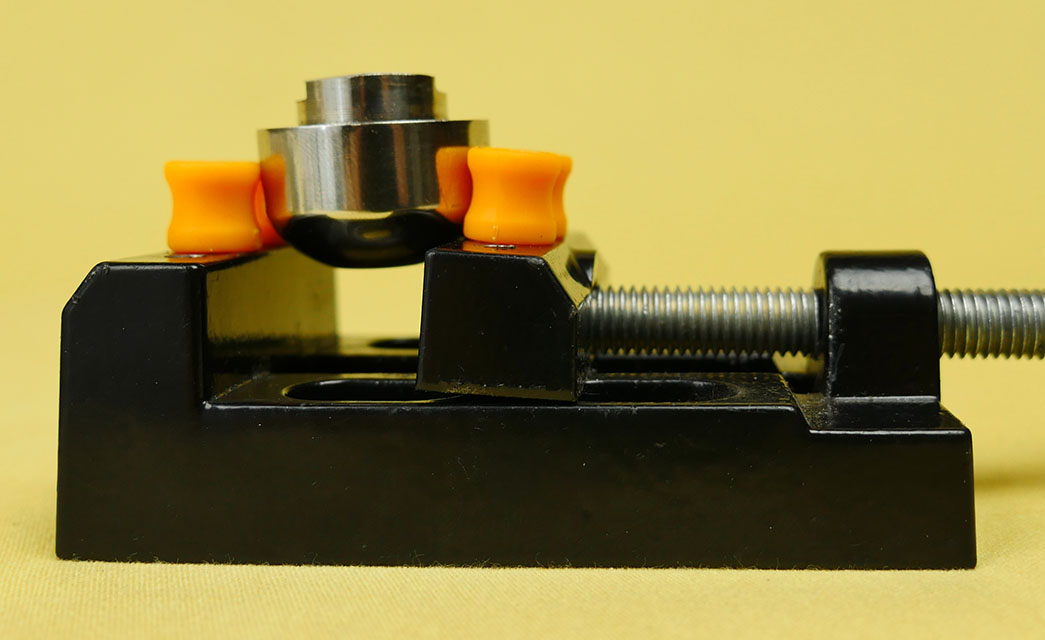
可動側が持ち上がってバーエンドが傾いてしまう
今回のバーエンドの形状では、上側の突起だけでの保持になります。更に締め付けると写真のように可動側が持ち上がってしまい、挟んだものが傾きます。
ようするに工具としての精度が悪く、このままでは使えません。
【追記】
下の記事で精度向上の改造をしました。


ホルダーを木で作る
既製品は一旦あきらめて、クランパーやバイスで掴めるよう、木を削ってホルダーを作ることにしました。
切断時にグラインダーと干渉しますのでできるだけ小型にする必要があります。木片を写真のように加工しました。
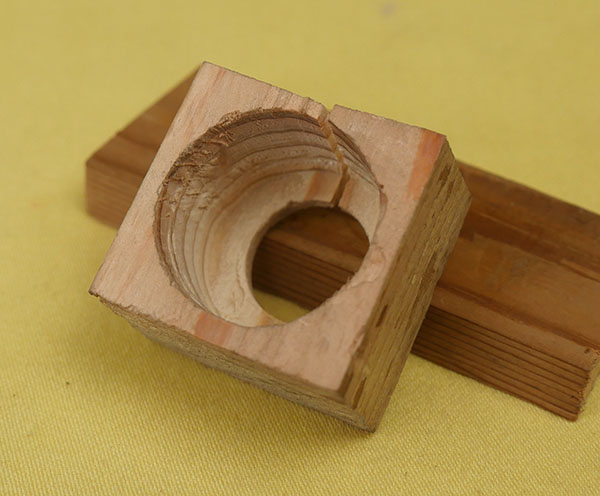
自作した木のホルダー
ボール盤に25mmと30mmのボアビットを使いました。バーエンド突起部の外形は丁度25mmで良かったのですが、本体部は32mmあります。それでボール盤に取り付けたエンドミルで、30mmを32mmに拡大しました。
最後に、クランパーで挟んで固定するための切り込みを入れました。
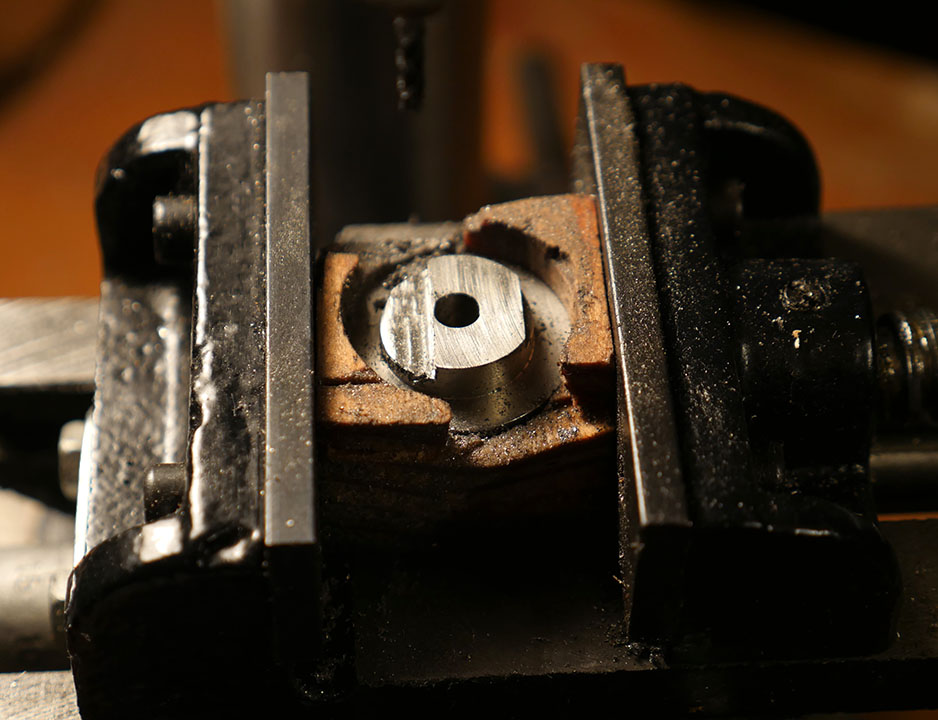
木製ホルダーを使ってスタンドに固定
クランパーで挟んで固定した状態で、スタンドのバイスに固定します。(下の写真)
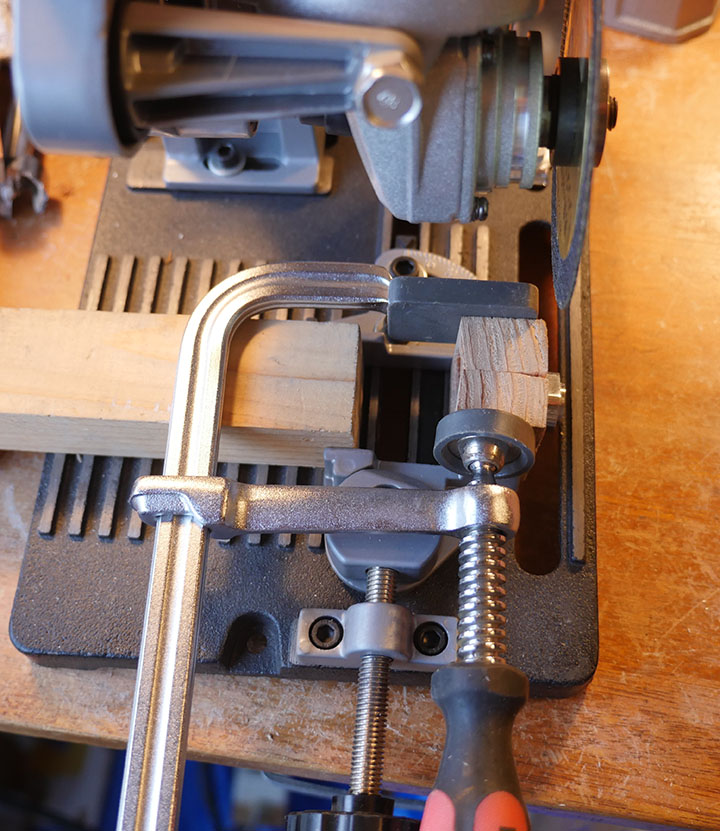
下は、右上から見た様子です。
木片から出ている部分を木片ぎりぎりで切り落とします。
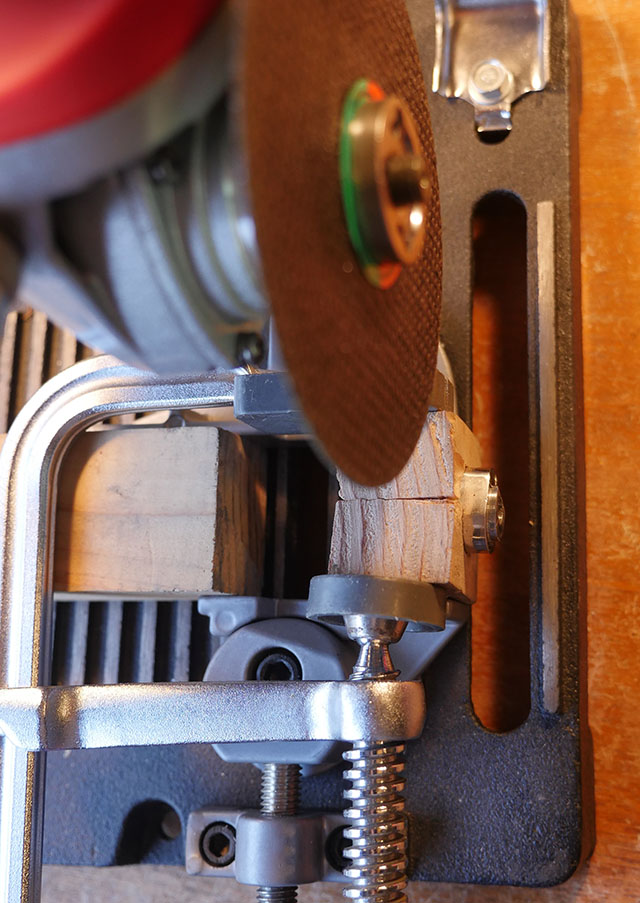
切断作業
セッティングができたので、いよいよ切断します。
ハンドルを下げて砥石を当てると切断面から火花が飛んで、ステンレスの切りくずは黒い灰のようになります。切削油をかけながら慎重に進めます。切削油の焼ける匂いが立ち込めます。鉄より進み方が大分遅く、時間がかかります。
切り込みが深くなるとホルダーにグラインダーの頭部が干渉して進まなくなりました。それで当たる個所のホルダー側を切り取ることにより、最後まで切断できました。結局30分くらいかかりました。
切断したバーエンドは見た目はわかりませんが非常に熱くなっていて、いつまでも冷めません。水に漬けてやっと素手で触れるようになりました。
ボール盤をフライス盤のように使って切削
次は先端の加工です。プロはこういう時フライス盤という機械を使いますが、もちろん我が家にはありません。
ネットにはボール盤を改造して簡易フライス盤にしている人がいます。それを参考にやってみることにします。
使う工具
ボール盤

私が持っているのは写真のSK11ブランドの卓上ボール盤です。
安い割には精度が良く、DIY用としては優秀なボール盤です。ただし付属のバイスは精度が悪い。
欲を言えば、可動テーブルをハンドルで上下ができる方式でないことが惜しい。長さの違う錐に替える時など、センターを狂わさずに上下できないのです。
X-Yテーブル(クロスバイス、クロステーブル)
モノタロウの中国製の安物のクロスバイスを買ったら精度が極端に悪かった。これから買う人は購入者の評価をよく検討してから買うべし。TRUSCO クロスバイス 75mm CR75N![]() やPROXXON マイクロ・クロステーブル No.27100
やPROXXON マイクロ・クロステーブル No.27100![]() の方がましのようです。
の方がましのようです。
買ったものは修正して何とか使えるレベルにはなりました。下はボール盤に取り付けた状態。
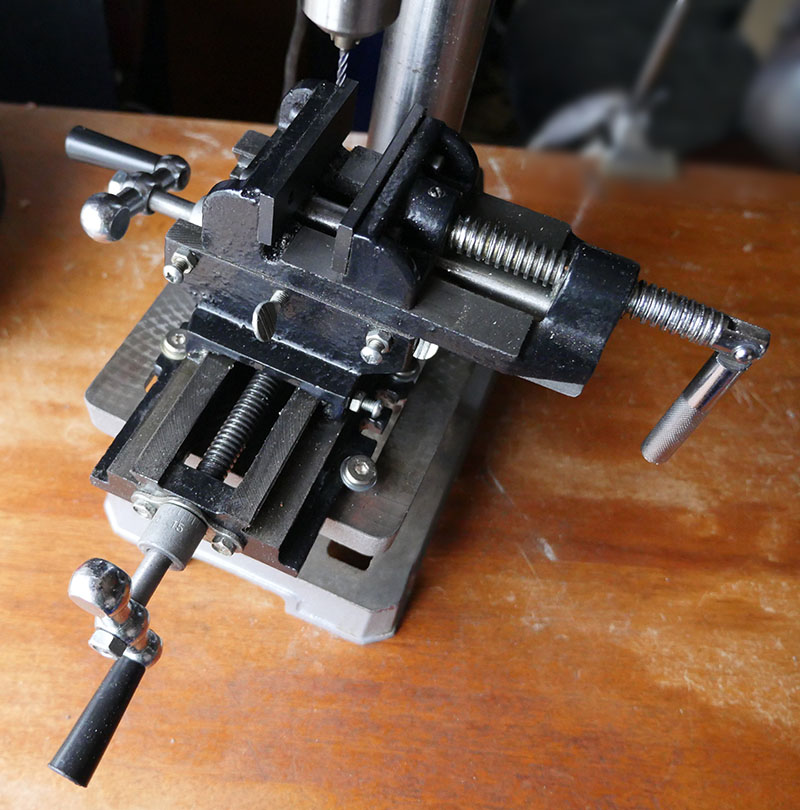
ボール盤に取り付けたクロスバイス
エンドミル
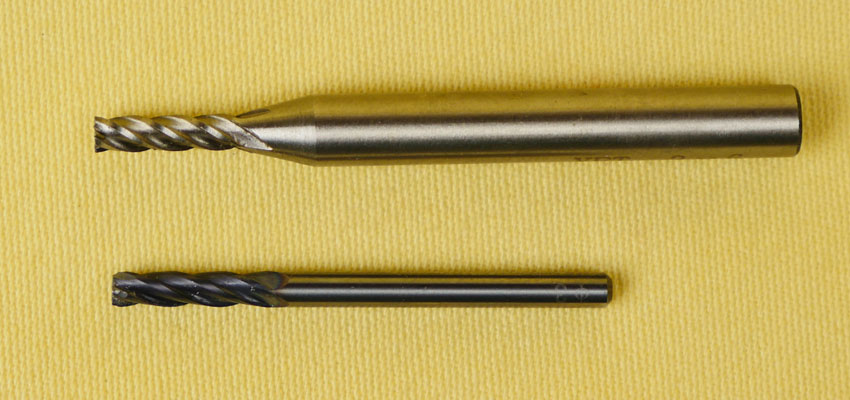
下がチタンコートのエンドミル
エンドミルは、ルーターに付けて木工に使うため何本か買っておいた。
その中でモノタロウの安物だがチタンコートがしてある物があり、ステンレスに使えそうです。耐久性は期待できないが、今回の加工の間持ってくれればよいと思います。
Z軸の移動をどうするか
通常フライス盤では、一定の深さまでエンドミルの底の刃で掘り下げ、後はX-Yテーブルの操作で対象物を水平方向に動かしてエンドミルの横の刃で削ります。
ボール盤の深さ調整機構
X-Y方向はそれでいいのですが、Z軸方向をどうするかが問題です。今回は精度が要らないのでボール盤の深さ調整機構(下写真)で代用することにしました。

本体から突き出たツバの穴を通したネジ棒が、クイール(上下する筒)に固定されたクイールブラケットにネジ止め固定されています。深さ調整部を分解してみると下のようになっています。

深さ調整のためのクイールブラケットとネジ類
送りハンドルを回すとクイールが下がり、ネジ棒についたダブルナット部が本体のツバに当たって止まるので、ダブルナットでその位置を調整できます。そして本体には目盛りがあるので、ネジ棒についた針で移動量を読み取れます。
問題点
- クイールブラケットが樹脂製であるためたわみ、上下動のハンドルの力加減で深さが変わる(逆に言うと深さを手加減できる)
- フライス盤的に使うとき、送りハンドルを手で操作する必要がある
X-Yの移動に両手を使いたいので手が一本足りません。
いずれ改造して改善したいところですが、今回はこのままやってみます。
ボール盤をフライス盤的に使用するときの注意点
ボール盤は垂直方向に孔をあけるための機械です。フライス盤とは目的が違い、横(水平)方向の剛性がありません。
横方向の力が加わるとエンドミルの先がブレて加工が汚くなったり、最悪チャックが外れる危険性があります。また、ベアリングなどが早く劣化する可能性があります。なのでフライス盤のように使うときは、切削時に横方向にかかる力をできるだけ小さく抑える必要があります。
そのために一回の削り厚を浅くします。時間がかかりますが、切削量は回数で稼ぐしかありません。
なお、加工硬化性があるのでエンドミルの移動はあまり遅くできません。
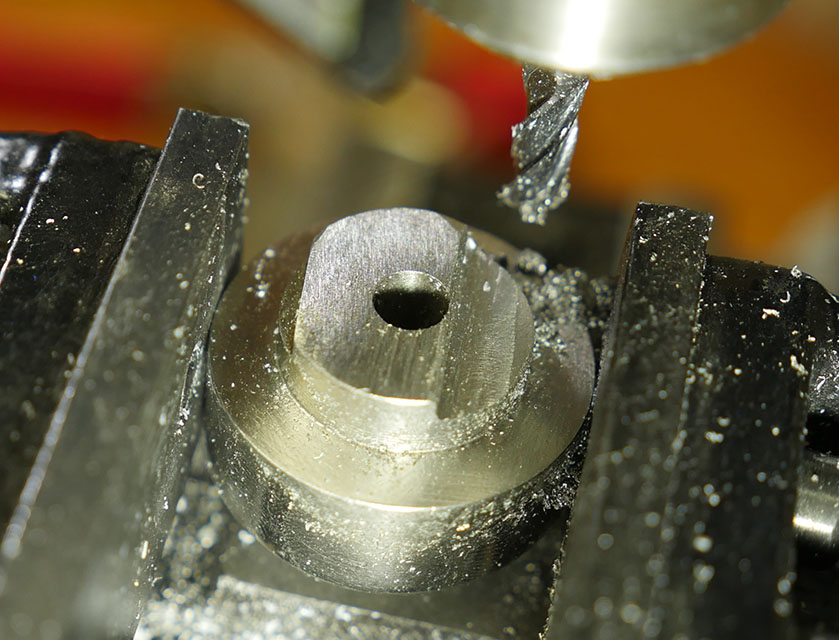
切削作業
ハンドルバーエンドの保持には前述の木製ホルダーを使いますが、水平に設定するのが難しいです。
右手でミルを深さ調整が当たるまで降ろしながら、左手でハンドルを回し、ゆっくり連続して動かします。
時々切削油をかけててやります。結果木製ホルダーも油まみれになります。
切削したハンドルバーエンド
慎重に少しづつ削りますので、写真のように削れるまで一時間ぐらいかかりました。グラインダーと違い熱は持ちませんでした。
写真のように切断砥石の切断面はきれいですが、今回削った面は汚いです。主な原因は固定時の水平が取れていないことと、エンドミルの押し付けを手動で調整したためです。材料の水平とボール盤のZ軸の固定をきっちりできれば綺麗にできるでしょう。
仕上げ

加工が完了したハンドルバーエンド
今回使用の工具では切削でこれ以上きれいにするのは無理と判断し、仕上げはやすりで行いました。右のように仕上がりました。
加工を終えて
加工した小さいバーエンドを取付け
今回加工して作成したバーエンドを取り付けた状態です。

止めているビスは、手持ちのものが長すぎて使えず、仮りのビスで止めています。
金属の切削加工も面白い
今回は取り敢えずできる方法でやりましたが、金属加工もやってみると面白くなってきました。
今後、バイスの精度やボール盤のZ軸の調整機構等を改善して、フライスマシンのような加工ができるようにしたいなあと考えています。
【追記】 その後、以下の記事のように実現しました。




追加の加工【2017年10月15日追記】
実は片方だけ製作して、もう片方の加工は遅れていました。クロスカブの改造は他にもあって急がないということで私も他のことを優先してたのです。最近になって息子にせかされて2個目を製作しましたので追記します。今回は上記の記事で紹介しているようにフライス加工の環境ができていますので楽に加工できるはずです。
2個目の切削
環境が整うとステンレスでも楽に綺麗に削れます。下は切削中の様子です
下のように2個揃いました。

隙間を小さくする追加加工
隙間が4mmもある
出来上がって取り付けてみると、前から気になっていたのですが、ハンドルエンドとの隙間が4mmあります。なぜこんなに大きいのか不明ですが、元のクロスカブ純正バーエンドからそうなのです。息子も4mmもあるのは不格好で当然小さい方が良いというので、お父さんはもうひと手間かけて全体を3mm短くすることになりました。
短くする切削
今回は全てフライス加工で行います。下の段の高さが取り付けたときの隙間になるので、これが1mmになるように全体を約3mm削りました。下は切削中の様子です。

こうして下の写真のように、2個とも隙間が1mmになるよう加工ができました。

今回は能率を優先して切削をしたので加工時の筋が見えますが、取り付ければ見えないなのでやすりでの仕上げはエッジのみです。
取り付け

この通り隙間が約1mmとなりました。息子はグリップカバーもカスタマイズしています。









