

娘から食器洗い乾燥機のことで相談された。「食器かごの車輪が取れてしまったが、機種が古くて補修部品を入手できない。他はまだ正常なので買い直すのはもったいない。お父さん何とかなる?」と。
そういうわけでお父さんは修理に挑戦するのであります。
目次
故障の状況
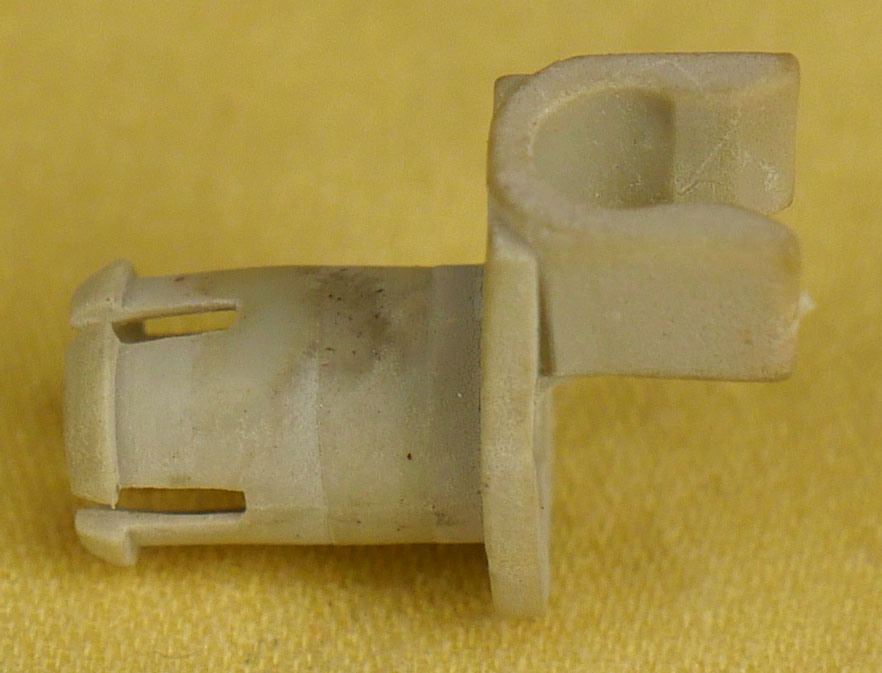
故障部として下の写真を送ってきた。
送ってきた故障部品の写真
が、やはり実物を見ないと写真と電話だけではわからない。丁度行く機会があったので状況を確認してきた。
壊れたのはかごの車輪を支える部品
食洗機は下写真のリンナイ製ビルトイン型、品番RKW-450、フロントオープンタイプで食器を入れるかごを引き出すタイプだ。

リンナイ製食洗機 RKW-450
そのかごにについている車輪が取れてしまってうまく出し入れできないという。見ると下写真のように、車輪を支える樹脂部品が劣化・変形している。これはましな方で全てが折れたり変形するなど劣化して車輪が外れるようになってきているのです。
車輪を支持する樹脂部品
我が家で使っているよく似た構造のPanasonic製食洗機(写真下)は、もっと古い製造だが今だにしっかりしている。

我が家の食洗機(パナソニック製)のかご車輪
このリンナイの食洗機は樹脂部品の耐久設計がまずいと判断せざるを得ません。
補修部品を入手できない
車輪は上部かごに小4個、下部かごに大8個、計12個あるが、車輪支持部品は共通で、計12個交換部品が必要になります。
リンナイはユーザーが交換できる補修交換部品をネットで供給しており、例えば
に下車輪(支持部品とセット)の販売ページがあり、値段も安い。しかし、現在は
「保有期間を過ぎた商品となり、在庫がなくなりましたので、販売を終了させていただきました。」
とさ。
2012年9月迄は在庫があったらしく、部品購入者の評価で好評・感謝されている。この部品は購入後10年もすれば劣化するのが確実で需要は多いだろう。こういう部品こそリンナイスタイルでもっと長くサポートしていくべきではないだろうか。
補修部品の保有期間は製造終了後6年らしいが、ビルトインタイプの食洗機では明らかに短すぎる。商品全体の設計寿命はそんなに短くはないはずだ。想定外の寿命の短い部品が発覚し、その補修重要が多いなら、その部品だけでも長期供給する義務があると思う。
問題は車輪固定部品
当該の食洗機のホイール(車輪)はほとんど傷んでおらず、そのまま使えそうなので、車輪支持部品だけが問題である。何とかならないか、ワンセットを持ち帰って思案した。
支持部品は直径が5mmの樹脂被覆(後に塗装と判明)したL字型の針金に挿して固定する。当該の支持部品は、要するに車輪をこの5mmの針金に保持する役目である。
しかし元の形に樹脂を成型するのはDIYでは難しい。3Dプリンタなら作れるかもしれないが、そんなものは持っていない。
アルミ棒で作る方法を思いついた
アルミの丸棒を車軸に使う
アルミニウムは
- 強度と耐久性がプラスティックより優れる
- 金属とはいえアルミは軟らかくて加工がやりやすい
- 錆にくい、清潔、熱に強い
- 材料が入手しやすい
という特徴があります。
このアルミ製の丸棒を使い、車輪の孔に通し車軸とするのです。
車輪の抜け止めはE型止め輪で
ホイールの抜け止めはE型止め輪(スナップリング)を使います。
かごに車軸を固定する方法
かごの車輪固定用のL字になっている針金の太さは直径5mmと見ました。それでアルミ棒の中心に5.5mmの孔を開け、かごのL字針金に通して固定します。ビニール被覆なら穴径をきつめにすればそのままで固定もできるかもしれない。
サンプルの試作と確認
材料をを購入
アルミ丸棒とE型止め輪を購入します。モノタロウにはこのようなホームセンターにはない特殊な部品が揃っているのでありがたいです。
アルミ丸棒
車輪の穴径の正確な測定は難しいが10mmと判断したので、9.5mmぐらいの丸棒を探したが売っていなかった。それで、きつければ車輪の孔の拡大で対処しようと思い、φ10mmのアルミ棒を購入した。
実際入手してみると、幸い丁度ホイールに入り、車輪が回転できる大きさだった。逆に言うと、この車輪は10φの車軸に取り付けるよう設計されているようだ。
E型止め輪
E型止め輪(スナップリング)は下記の9mm用を選びました。
直径10mmの丸棒に溝0.5mmを彫ると溝部分の直径は9mmとなる訳です。溝深さを0.5mmにしたのは、加工が少なくて楽だから。1mmの直径差があれば抜け止めには十分と判断しました。
サンプルの作成
次に述べるような方法で、とりあえず試作品を作ってみることにしました。
- アルミ棒を適当な長さに切る
- アルミ棒の中心に5.5φの孔を開ける
- E型止め輪用の溝を彫る
- L字の立ち上がり部の開口スリットを開ける
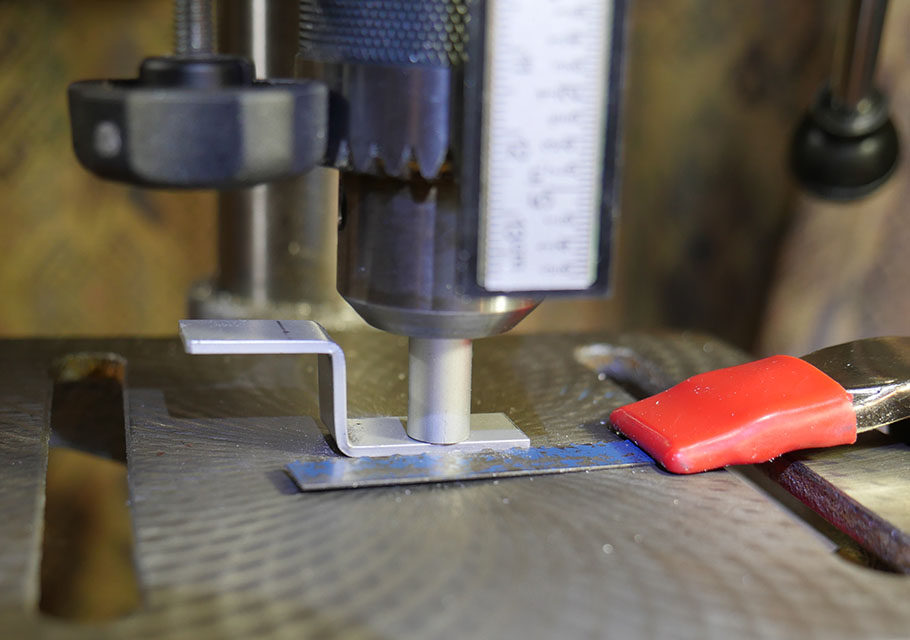
棒の中心に孔を開けるのは難しいですが、ボール盤を使い、目分量で位置決めしましたがそこそこ綺麗に開きました。
下が車輪を取り付けた様子です。

.jpg)
これで
- 車輪の回転
- 車輪の取付幅(E型止め輪の間隔)
が問題ないことを確認しました。
食洗器機に付けてみる
次に試作品を娘の所へ持参して
- かごの針金の挿入具合
- 周囲のものに当たらないか
を確認し、全て問題なしでした。
残る課題は抜け止め
作ったサンプルの孔径は5.5mmでしたが、挿し具合は丁度でした。
ただ抜け止めが有りません。かごが食洗器の中にあるときは両側から押されるので抜けることはありませんが、かごを取り出したときにも抜けないようにすることが必要です。
当初針金のビニール被覆の弾性を利用しようと考えていたのですが、よく見るとビニール被覆ではなく塗装でした。抜けないように穴径をきつくすると塗装が剥げるので、別途の方法で固定が必要だと判断しました。
設計
試作品で自信が持てたので、上記課題を解決したものを12個作ることにしました。
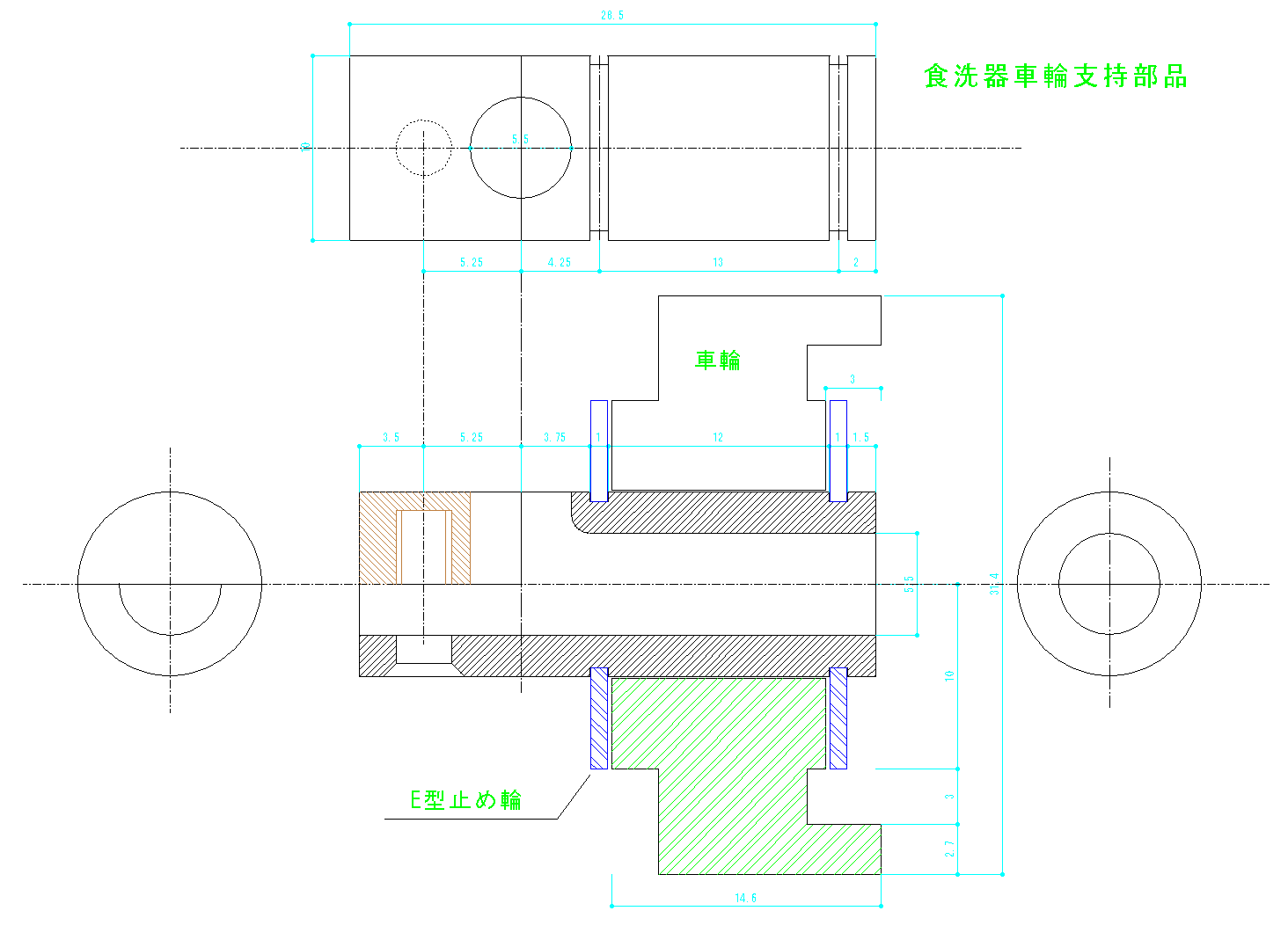
設計図
試作サンプルに抜け止めを追加した設計図です。
抜け止めの方法
検討した結果、本体と蓋の2つの部品からなる構造を考えました。上記設計図の正面図において上側左端1/3ほどが蓋で、断面のハッチ線が茶色の部分です。蓋の形状は半円柱です。
蓋が無い状態で本体にかごの針金に差し込んだ後、蓋を本体側からビスで固定して抜け止めとします。
止めネジはM3のビスで設計しましたが、後にM2のタッピングビスに変更しました。
製作
以下製作過程を詳しく記述しますが、興味のない方は読み飛ばしてください。
本体部の製作
アルミ棒を切断

アルミ棒の切断
10φのアルミ棒を必要な長さに切断します。
ボール盤のチャックでの掴みシロも考慮して長めに切ります。
切断にはディスクグラインダースタンドを使いました。写真のように、当て板を使い同じ寸法で量産します。
E型止め輪を固定する溝を切る-旋盤加工
溝を切る方法は、ボール盤でアルミ棒を回転して刃を当てて削ります。旋盤と同じ加工法です。
刃は金鋸の刃を使いました。溝幅は1mmにしたいのですが、金鋸の刃は返しがありそのままでは太くなり過ぎます。
はじめ金づちで返しを叩いて1mmにしようとしましたが、もろいので刃が取れてしまいました。それで返し部分をダイヤモンドやすりで削って刃幅を1mmにしました。
溝の位置を正確に加工する
溝の位置を正確に加工するために、以前の記事で改造したボール盤のデジタルハイトゲージを活用します。
アルミ板を使って、テーブル面から2mm上にセット
右のようにボール盤のテーブル下からアルミ棒を差し込み、2mm厚のアルミ板に乗せ、チャックを締めて固定すると、アルミ棒の下端はターブルより2mm高い位置にあります。
ここからチャックを3.5mm下げるとアルミ棒がテーブル面から下に1.5mm下ります。この状態でボール盤を回転させ、テーブル上に密着させた鋸刃をアルミ棒に当てて削り、0.5mm深さの溝を作ります。0.5mmは目分量です。これで端から1.5mm空けて1mm幅の溝を彫ることができました。

前回の溝加工加工時から13mm下げて次の溝加工をする
車輪幅は11.5mmなので、間隔は12mmを狙います。先の状態でカウンターをリセットして、そこから13mm下げる。(右写真)
ここで上記と同様に幅が1mmの溝をつけると、溝間は12mmになるというわけです。
かごの針金が通る穴をあける
丸棒の中心に正確に孔を開ける方法
10mmのアルミ丸棒の中心に5.5mmの孔をあけます。難しそうだが、原理的には下記のようにすれば正確に加工できます。
- 10φのドリルで開けた孔に10φのアルミ棒を固定する
- その状態で5.5mmのドリルに取り換えて加工する
当然1と2でチャックと加工物の水平位置関係を動かさないようにする必要があります。
現実的な問題は10φと5.5φではドリルの長さが大きく違うため、チャックの上下だけではカバーしきれないことです。かといってワークテーブルを上下すると位置が狂ってしまうので工夫が必要です。
あと孔に入れたアルミ棒が回転しないように固定しなければなりません。
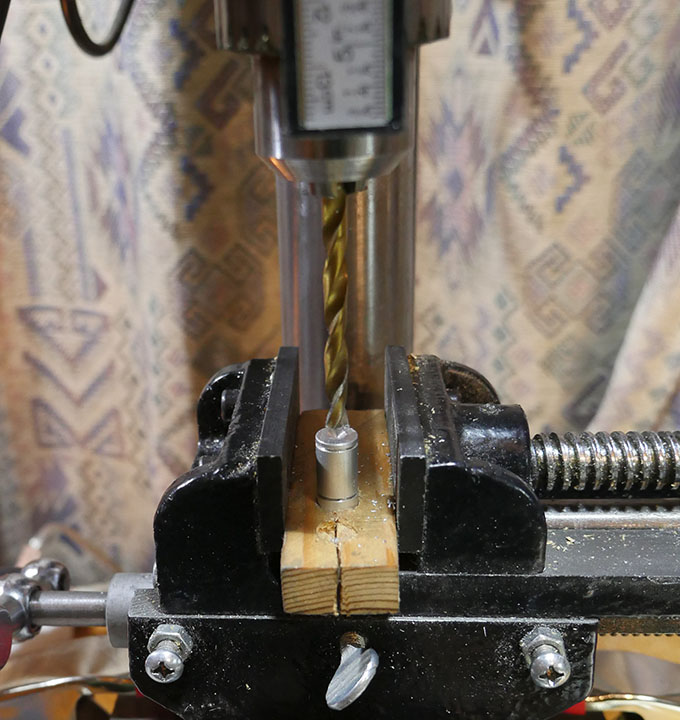
木切れに10mmの孔を開けた冶具を使って位置決め
長いアルミ棒を使って位置決めをしているところ
- 木切れを用意しボール盤で10φの孔を開けます。
- 穴から端に向かって溝を切ってクランプで締め付けて回転止めできるようにします。
- アルミ棒に孔を開けるのに適した位置までボール盤のテーブルを下げます。
- 右写真のように、別途用意した10mmの長めのアルミ棒をチャックに掴みます。
- アルミ棒の先をが10mmの孔に入るよう、バイスで挟んだ台木を動かし、クランパーでバイスをワークテーブルに固定します。
-

丸棒の中心に5.5φの穴を開けようとしているところ
加工するアルミ棒を台木の孔に強く押し込み固定します。
- 5.5mmの錐先に替えて孔を開ける
- 固定が万全でないので負荷をかけず、切削油をかけて少しづつ削ります。(右写真)
蓋がつく部分を削る
フライス加工をしようとするところ
①ボール晩でフライス加工を行う
- クロスバイスにアルミ棒を固定する。下に長いアルミ棒を置いて台にして加工アルミ棒を上に乗せる。
- φ5mmのエンドミル刃を使用
- 切削
水平方向は極力避け、垂直方向に削る。水平方向は一回の切削を少なくし、時間をかける。

ディスクグラインダーで縦切り切断
②先の部分は切削時間を短縮するため、グラインダーで少なめに切り落とします。
③残った部分をフライス加工で削って仕上げます。
二回目からは順序を逆にして
- グラインダーでおおまかにカット
- フライス加工で仕上げ
としました。
下はこの切削加工の前後の写真です。
奥が蓋が付く部分を削る前、手前が削った後
蓋の製作
上記本体部分を予備を含めて14個作り、次は蓋の制作にかかります。
丸棒の両端を半円切りにする
蓋は円柱を縦に半分に切った形ですが、部品サイズが小さくなり加工しにくい。それでアルミ棒の両端で2個取りとして加工し、加工終了後最終段階で切り離すことにします。フライス加工だけでは時間がかかるので次のようにしました。
- グラインダーで切り込みを入れる
- フライス加工で、断面が丁度半円形になるよう仕上げる
ねじ止めのための加工
止めネジのM3ビスは失敗
設計通りのM3のビスで作ってねじ止めして確認した結果
- M3ビスの頭が10φの棒に対しバランス的に大きすぎる
- 穴を貫通させなければならない
3本組のタップを使っても穴底のネジ切りできない部分がかなり残るため
このため、下記のM2のタッピングビスに変更しました。
全長8mmと丁度の長さが見つかった。下穴は1.7φだときつかったので1.8φにしました。
蓋を止める部分の加工
M2タッピングビスに変更して、最終加工行程は次のように行った
- 本体側に下孔を開ける
センタードリルで位置決め孔を開けた後、1.8mmのドリルで貫通孔を開ける - 蓋を仮止めして蓋に下孔をあける
- 蓋と本体をセロテープで一体化固定する
- 本体の孔をガイドにして蓋に1.8φの孔を開ける。
穴深さは突き抜ける直前。ドリルのデジタルスケールで10mmの直径に対し9.8mmを狙った。(10mmを超えると孔が貫通し、外側から孔が見える)
- 本体孔を2φに拡大
- 本体孔にビス頭の座繰り(皿面取り)
- セロテープを取り去り、M2タッピングビスで蓋と本体を固定する
- 針金が入る5.5φの横穴を開ける
蓋を本体孔に固定した状態で、蓋と本体の境に孔を開けます。
切断
蓋と本体をM2タッピングビスでネジ止めすると、蓋が棒の両端取りでくっついていますので下の形になります。
蓋を組付けたところ。この後、赤線で切断して仕上げる。
このねじ止めした状態で、赤い線で切断します、切断にはグラインダースタンドを使いました。
仕上げ
やすりで仕上げを行います。L字針金の屈曲部の内側が当たる部分の角を取ります。後は全体的に鋭利な角を落とし、端面を綺麗にします。
こうして必要な数12個に加え予備2個を製作しました。

できた車輪支持部品 下は蓋を取ったところ
食洗機に取付
最初娘に頼まれてからサンプルまでは直ぐできたのですが、そのあとの固定法の検討とともに、ディスクグラインダースタンドの導入、ボール盤の改造、クロスバイスの改造と作業環境を充実し、日常の用事に紛れている間に日にちが経過してしまいました。当初からは10か月ほども経ってやっと完成した部品を持って娘の所に行くことができました。
もう一度現物を前に組み立て手順を確認して作業開始です。
車輪の取付
車輪部の組み立て順序は
- 車軸本体から蓋を外し
- 車軸に外側のE型止め輪を嵌める
- 車輪を通し
- 内側のE型止め輪を嵌める
となります。先に外側のE型止め輪を嵌めるのは、車輪の側面窪みの内側に入るため後からは嵌められないからです。
E型止め輪を嵌めるのが少し硬かったですが、プライヤーで挟んではめ込みことができました。上かごは小型車輪4個、下側は大型車輪8個ですが、取付法は同じです。
実は大型車輪が一個不足しました。思い出してみるとサンプルで一個持ち帰ったような記憶が…、
(-_-;) 家に帰って探すことにします。
上かご
できた車輪部をかごの車軸の針金に差し込み、蓋をねじ止めして抜けないようにします。
上かごに嵌めた様子
上側のかごは軸の長さが長過ぎると内側の針金に当たるのですが、ジャストサイズでOKでした。また写真のようにEワッシャの外径が車輪の側面凹みに対しギリギリです。
下かご
下かごも同様に取り付けました。ただ車輪が7個しかないので、下のように一か所車輪がありません。

下かごに嵌めた様子。
車輪取り付け部の拡大
車輪を取り付けた部分を内側から見たところです。

車輪固定の様子を内側から見たところ
食洗機にセット
かごに車輪がついたので、いよいよ食洗機にセットします。

角を食洗機にセット(下側)
上側はもちろんOKでしたが、車輪が一個足りない下側も実用上問題ありませんでした。
ようやく修理ができて、娘も喜んでくれました。依頼から長い間待たされて不便をした分喜びも一層かもしれません。娘よ!長い間待たせてごめんよ。
加工で使用している工具については下記記事で紹介していますので参照ください。
ディスクグラインダースタンド
-100x100.jpg)

ボール盤(フライス加工・デジタルハイトゲージ)


クロスバイス(X-Yテーブル)












コメント
パナソニック食洗機の上の棚のスライドさせる部品が破損